 https://www.precision-elec.com/wp-content/uploads/2025/08/yaskawa-frequency-drive-ga800.png
1024
1536
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-08-07 09:01:002025-08-06 14:03:14Yaskawa Frequency Drive – Features, Benefits & Selection Guide
https://www.precision-elec.com/wp-content/uploads/2025/08/yaskawa-frequency-drive-ga800.png
1024
1536
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-08-07 09:01:002025-08-06 14:03:14Yaskawa Frequency Drive – Features, Benefits & Selection Guide https://www.precision-elec.com/wp-content/uploads/2025/08/abb-vfd-drive.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-08-06 13:41:142025-08-06 13:44:21ABB VFD – Complete Guide, Specs & Best Practices
https://www.precision-elec.com/wp-content/uploads/2025/08/abb-vfd-drive.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-08-06 13:41:142025-08-06 13:44:21ABB VFD – Complete Guide, Specs & Best Practices https://www.precision-elec.com/wp-content/uploads/2025/07/powerflex-525-upgrade.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-31 09:01:002025-08-04 14:27:41PowerFlex 525 Replacement Guide: Cost‑Saving VFD Alternatives
https://www.precision-elec.com/wp-content/uploads/2025/07/powerflex-525-upgrade.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-31 09:01:002025-08-04 14:27:41PowerFlex 525 Replacement Guide: Cost‑Saving VFD Alternatives https://www.precision-elec.com/wp-content/uploads/2025/07/image-variable-frequency-drive-hvac-01.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-30 09:01:002025-07-18 11:54:12Variable Frequency Drive HVAC: Ultimate Energy‑Saving Guide
https://www.precision-elec.com/wp-content/uploads/2025/07/image-variable-frequency-drive-hvac-01.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-30 09:01:002025-07-18 11:54:12Variable Frequency Drive HVAC: Ultimate Energy‑Saving Guide https://www.precision-elec.com/wp-content/uploads/2025/07/variable-frequency-drive-pump-efficiency.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-29 10:12:052025-07-18 10:42:08Variable Frequency Drive Pump Guide: Efficiency, Control & Products
https://www.precision-elec.com/wp-content/uploads/2025/07/variable-frequency-drive-pump-efficiency.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-29 10:12:052025-07-18 10:42:08Variable Frequency Drive Pump Guide: Efficiency, Control & Products https://www.precision-elec.com/wp-content/uploads/2025/07/vfd-pump-drive-overview.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-28 09:01:002025-07-18 10:44:03VFD Pump Drive Guide: Cut Energy Costs & Boost Reliability
https://www.precision-elec.com/wp-content/uploads/2025/07/vfd-pump-drive-overview.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-28 09:01:002025-07-18 10:44:03VFD Pump Drive Guide: Cut Energy Costs & Boost Reliability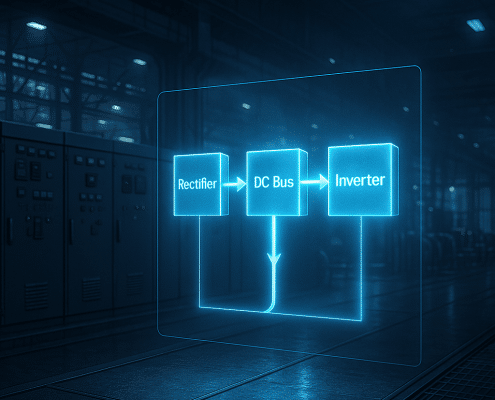 https://www.precision-elec.com/wp-content/uploads/2025/07/what-is-vfd-diagram.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-27 09:01:002025-07-17 14:24:06What Is VFD? Industrial Guide to Variable Frequency Drives
https://www.precision-elec.com/wp-content/uploads/2025/07/what-is-vfd-diagram.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-27 09:01:002025-07-17 14:24:06What Is VFD? Industrial Guide to Variable Frequency Drives https://www.precision-elec.com/wp-content/uploads/2025/07/vfd-on-pumps-graphic1.png
1024
1536
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-26 09:01:002025-07-17 14:11:17VFD on Pumps: Complete Guide to Energy Savings and Control
https://www.precision-elec.com/wp-content/uploads/2025/07/vfd-on-pumps-graphic1.png
1024
1536
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-26 09:01:002025-07-17 14:11:17VFD on Pumps: Complete Guide to Energy Savings and Control https://www.precision-elec.com/wp-content/uploads/2025/07/vfd-pump-water-plant.png
1024
1536
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-25 09:01:002025-07-17 13:46:00VFD Pump Efficiency Guide: Cut Energy & Boost Reliability
https://www.precision-elec.com/wp-content/uploads/2025/07/vfd-pump-water-plant.png
1024
1536
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-25 09:01:002025-07-17 13:46:00VFD Pump Efficiency Guide: Cut Energy & Boost Reliability https://www.precision-elec.com/wp-content/uploads/2025/07/hvac-vfd-drive-rooftop.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-24 09:01:002025-07-15 11:01:49HVAC VFD Drive: Energy Savings, Selection & Best Practices
https://www.precision-elec.com/wp-content/uploads/2025/07/hvac-vfd-drive-rooftop.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-24 09:01:002025-07-15 11:01:49HVAC VFD Drive: Energy Savings, Selection & Best Practices https://www.precision-elec.com/wp-content/uploads/2025/07/vfd-frequency-drive-installation.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-23 10:34:202025-07-15 10:50:29VFD Frequency Drive – Ultimate Industrial Guide & Best‑Practice Solutions
https://www.precision-elec.com/wp-content/uploads/2025/07/vfd-frequency-drive-installation.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-23 10:34:202025-07-15 10:50:29VFD Frequency Drive – Ultimate Industrial Guide & Best‑Practice Solutions https://www.precision-elec.com/wp-content/uploads/2025/07/freq-drive-control-panel.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-22 09:01:002025-07-15 10:33:52Freq Drive Fundamentals: Benefits, Standards & Best‑Fit Products
https://www.precision-elec.com/wp-content/uploads/2025/07/freq-drive-control-panel.png
1024
1024
Craig Chamberlin
https://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.png
Craig Chamberlin2025-07-22 09:01:002025-07-15 10:33:52Freq Drive Fundamentals: Benefits, Standards & Best‑Fit Products



