
ABB Process Automation: New I/O Solution now available
ABB Process automation projects have employed controller-centric distributed control system (DCS) architectures for decades. This approach creates dependencies between project tasks that complicate late changes. ABBs new I/O solution will make late and over budget ABB process automation projects a thing of the past.
For many years, controller-centric DCS architectures have been used in process automation projects. However, a controller-centric approach ties the multichannel I/O modules to a particular process controller, thus creating dependencies between project tasks, which complicates late changes. This aspect is known to be a primary cause of project cost overrun and schedule delay and is the reason why automation tasks are on the critical path in many capital projects.
ABBs new I/O solution and corresponding engineering software for the ABB AbilityTM System 800xA platform will make over budget or late ABB process automation projects a thing of the past.
ABB process automation:Freeze Over
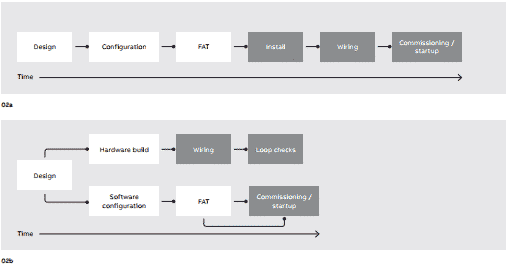
Traditionally, most industrial technical projects feature a design freeze at a relatively early stage. After this point, automation engineers can finalize their design, order the required hardware such as controllers, I/O, etc. and start application programming. Changes made after the design freeze often results in rework and the later the changes are made, the higher the rework cost and the higher is the chance of a schedule delay. For companies that run many concurrent, there are large capital investment projects, each of which may be affected and they involve dozens of subcontractors and vendors for the project. The cumulative cost overruns and schedule delays can be significant. For this reason, these companies have long partnered with process automation providers to combine information stored in databases and spreadsheets with smart instrumentation and devices, digital fieldbus technologies and Ethernet-based I/O solutions to enable control systems to self-configure and validate, test, and provide documentation automatically. Adopting such an approach promotes the decoupling of ABB process automation project inter-dependencies and thus facilitates parallel execution. In particular, I/O commissioning can be done in parallel with the application engineering.
ABB process automation:System 800xAs Select IO to the rescue
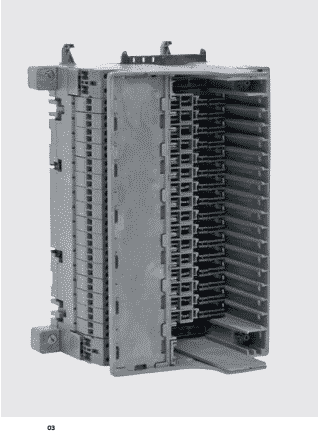
To expedite the commissioning of I/O in parallel with other project engineering tasks and thus reduce the impact of hardwired signal changes, ABB developed an extension to the System 800xA family of I/O solutions called Select IO. Select IO is a single-channel I/O system for both process and safety applications that communicates with the system via a redundant industrial Ethernet I/O network 3. A redundant network has the characteristic that it is not tied to one particular controller.
Select IO has many benefits:
- Terminations can be installed and wired in the field early on in the project, thus negating the need for bulky marshalling cabinets.
- Many aspects of Select IO are standardized. This reduces testing overhead.
- The hardware, I/O and the application can all be simulated in software.
Further, in the traditional approach to process automation projects, multichannel I/O modules were usually ordered from the supplier just after design freeze so that panel shops could start the assembly process. Any late changes would cause rework. With Select IO, the signal types (AI, AO, DI, DO) representing analog and digital inputs and outputs) can be defined much later by adding individual signal conditioning modules (SCMs), thus reducing the importance of the design freeze and the financial impact of any late changes. These factors allow standardized and compact Select IO cabinets to be built, pre-engineered, pretested and sent to site, where they can be installed and wired much earlier in the ABB process automation project than a traditional cabinet would be.
ABB process automation:new marshal in town
When I/O is made available on an Ethernet network, all the controllers can access it. Therefore, the I/O can be marshalled digitally, instead of physically with marshalling cabinets or cross-wiring. If a control application that requires connectivity to certain I/O signals is moved from one controller to another, no rework will be required as the I/O connectivity is marshalled automatically when the controller compiles its application software. This scheme minimizes the need for change orders to the end user or engineering contractor.
ABB process automation: xStream Engineering – configure, check, connect
The xStream Engineering concept encompasses the idea that, by using System 800xA, multiple (or x) work streams can occur simultaneously and autonomously (or decoupled) from each other. By reducing the dependencies of various project tasks and providing a means for them to converge later in the project, the risk of project delay is greatly reduced and the probability of on-time, or early, project completion is greatly increased. At the heart of this concept is the Ethernet I/O Wizard, which is part of the System 800xA engineering software. This can be used in any ABB process automation project but is best used to configure and functionally check Select IO in the field prior to, and separate from, the delivery of the application.
To illustrate how xStream engineering functions, consider two simple work streams. One stream comprises the tasks that can be performed in the field while the other is the application work done in another location (often at the offices of ABB or the system integrator). In the field, the I/O cabinets can be delivered early in the project and then later, just before commissioning occurs, the following steps are carried out:
- Configure On a particular cluster of Select IO, the Select IO module base is populated with the SCM that matches the I/O type. Then a field kit comprising a controller and laptop with System 800xA engineering tools is connected to the Ethernet I/O field communications interface (FCI). The Select IO is automatically scanned and configured using data from the I/O list, including signal name, and supplemented with HART configuration data that resides within the field instrument. A test configuration is also automatically created based on the I/O type detected to help with functional loop checks.
- Check with the I/O configured and a test configuration downloaded to the controller, smart and non-smart field equipment can be functionally checked in the field in parallel with the application engineering being done back at ABB process automation project center. Using System 800xAs documentation manager loop check templates, field testing and verification documentation is created and stored.
- Connect: Once functionally checked, the I/O structure can be imported into the product application, which was engineered using the same signal names as the I/O configuration. Upon bringing the I/O configuration into the product system, the signals are soft marshalled automatically, no mapping is required. Any conflicts or missing I/O allocations are reported via the signal overview display and/or the Ethernet I/O Wizard and quickly corrected. The ABB process automation system is now ready for commissioning.
The steps above are performed in the field while the application code is being configured and checked by simulating hardware at ABBs or the system integrators premises. Select IO and System 800xAs engineering tools promote the decoupling of tasks and allow two independent teams to work in parallel and bound together with precision and efficiency.
The impact of changes during the ABB process automation project and commissioning time can thus be significantly reduced. Overall, Select IO, aided by System 800xAs engineering tools, helps meet the ultimate objective, which is to remove process automation from the critical path of capital projects. With this solution, there are fewer surprises, fewer change orders, earlier commissioning of projects and happier owner-operators.
Visit the ABB Website to learn more about ABB process automation projects and products. For ABB process automation engineering quotes, contact Precision Electric.








