Variable Frequency Drives (VFD) have become a cornerstone of modern motor control because they let an AC motor run only as fast as the job requires. In a typical plant, motors consume roughly two‑thirds of the electricity, yet many still operate at full speed behind throttling valves or dampers. By installing a VFD — also called a variable speed drive, adjustable‑speed drive, AC drive or frequency inverter — engineers turn that wasted energy into measurable savings while gaining far better process control.
Consequently, organisations ranging from municipal water utilities to high‑speed packaging OEMs are retrofitting pumps, fans and conveyors with drives to shave 20‑50 % off energy bills. At the same time, soft‑starting eliminates damaging inrush currents and mechanical shock, extending equipment life. Add diagnostics, predictive maintenance data and functional‑safety options such as Safe Torque Off (STO), and the business case becomes compelling.
This guide distills manufacturer documentation, peer‑reviewed studies and industry standards into practical advice: why speed control saves money, which specifications matter, how to comply with IEC 61800 and IEEE 519, and which general‑purpose drives from ABB, Yaskawa, Eaton, Lenze and others stand out in 2025.
VFD energy‑savings curve versus speed
Why VFD Speed Control Slashes Operating Costs
A centrifugal fan or pump follows the affinity laws: power varies with the cube of speed. Therefore, cutting speed by just 20 % can halve power draw. A Midwest water plant that swapped constant‑speed pumps for drive‑controlled units reduced specific energy from 259 kWh/MG to 179 kWh/MG and halved peak demand. For a deeper explanation of these affinity‑law relationships, read our Variable Frequency Drive Basics guide. Those numbers echo the 52 % blower‑energy drop achieved across 78 retail stores after an HVAC retrofit that slowed fans during unoccupied hours.
Beyond energy, speed control stabilises processes. With electronic flow modulation, valves stay fully open, eliminating throttling losses and cavitation. Consequently, wear on seals, impellers and belts falls, maintenance intervals stretch, and vibration‑related downtime declines. Diagnostics in today’s smart controller warn operators of overload, under‑load or over‑temperature, enabling proactive repairs.
Traditional across‑the‑line starting demands 600 % rated current, causing voltage sags and utility penalties. Conversely, the drive ramps from 0 Hz with only rated current, which further reduces demand charges. Because torque shock disappears, conveyor belts no longer jerk and couplings last longer. Ultimately, variable speed drives convert an energy project into a reliability upgrade — a double win for any maintenance budget.
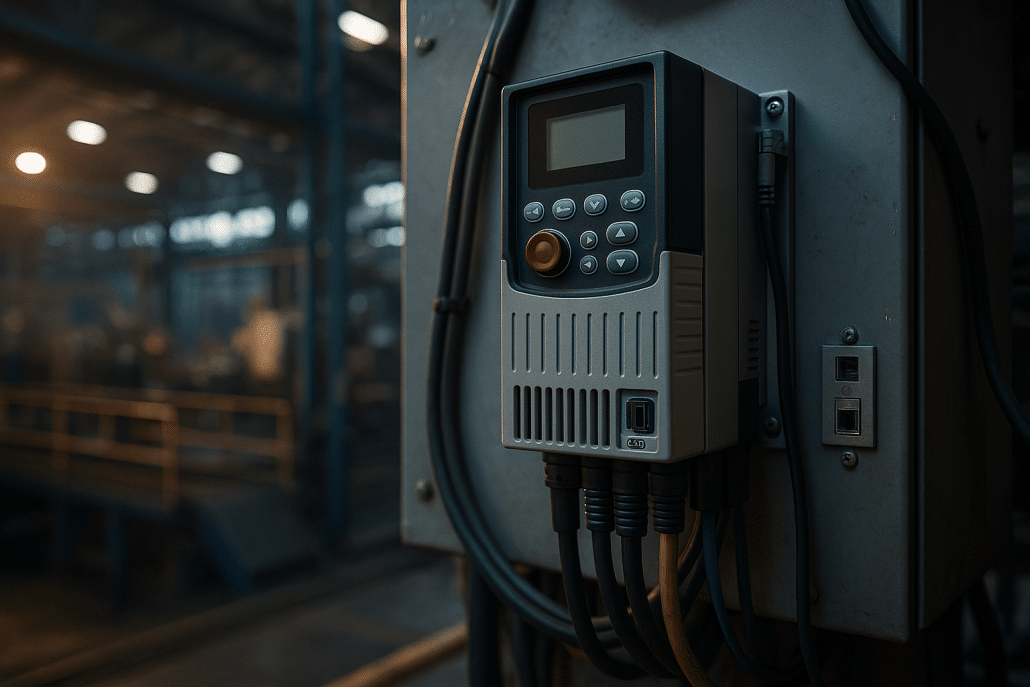
Inside a VFD — Key Components and Specifications
A modern drive is a power‑electronics sandwich: a three‑phase rectifier, a DC‑link with smoothing capacitors plus inductors, and an IGBT inverter that switches thousands of times per second to synthesise a new AC waveform. The control board orchestrates PWM patterns while keeping a constant Volts‑per‑Hertz ratio so the motor delivers torque at any speed. Critical specifications include voltage/power range, overload rating, efficiency class, harmonic mitigation and safety options:
Voltage & power range. Low‑voltage drives cover 0.75 kW to 500 kW; medium‑voltage units reach multi‑megawatt capacities.
Overload rating. Verify heavy‑duty (150 % for 60 s) versus normal‑duty capability; Eaton’s DG1 meets the former.
Efficiency class. Per IEC 61800‑9‑2, IE2 drives hit 97–98 % full‑load efficiency.
Harmonic mitigation. DC chokes or 12‑pulse rectifiers help meet IEEE 519 limits.
Safety options. STO certified to SIL 3 is standard on ABB ACS580 and Yaskawa GA800 families.
Because the inverter output is a rapid PWM waveform, reflected‑wave over‑voltage can exceed 1600 V at the motor terminals. Hence, NEMA MG1 Part 31 inverter‑duty motors or dv/dt filters are recommended on long cable runs. The same high rise‑time causes bearing currents; installing AEGIS® grounding rings or insulated bearings prevents premature failure. Finally, heat dissipation (≈3 % of motor power) dictates panel cooling; always derate above 50 °C or at altitudes above 1000 m.
Standards, Compliance and Installation Best Practices
Meeting the right standards is not paperwork — it is insurance against nuisance trips and safety incidents. First, select drives tested to UL 61800‑5‑1 and CE‑marked. Second, design harmonic mitigation to the IEEE 519‑2014 guideline; many utilities insist on ≤5 % voltage THD at the point of common coupling. Third, specify cabling that meets NEMA MG1 Part 31 insulation requirements.
Grounding and shielding matter just as much. For wiring examples see our AC drive troubleshooting article. Always route motor conductors and protective earth together in a metallic conduit or use a shielded VFD cable. Moreover, bond the shield 360° at both ends and connect the drive frame to the panel back‑plate with a low‑impedance strap.
Integrate the drive’s Safe Torque Off into the E‑stop loop and validate to ISO 13849‑1 (PLe). Drives such as the Lenze i550 or Rockwell PowerFlex include internal brake choppers; pairing them with the correct resistor avoids over‑voltage trips on fast stops. During commissioning run the autotune, set the electronic thermal overload to nameplate amps and program skip frequencies to dodge resonant speeds. Finally, document parameters in your CMMS and keep cloud backups.
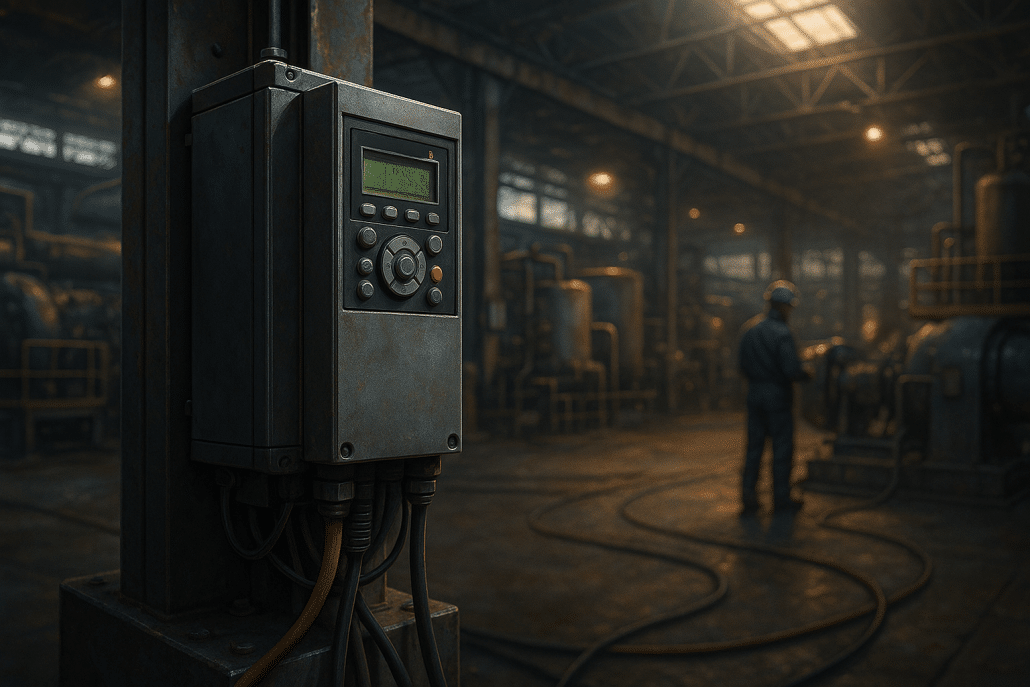
Real‑World Results — From Baseline to Outcome
The most convincing proof of value comes from measured data:
Municipal wastewater. Two 125 HP pumps retrofitted with ABB ACS580 drives cut daily energy from 820 kWh to 470 kWh (‑43 %) and lengthened blower maintenance from 9 months to 15 months.
Food‑processing conveyor line. A Yaskawa GA800 replaced starters on four 10 HP motors, eliminating gearbox failures and reducing peak current from 420 A to 100 A, saving $7 000 annually.
Commercial HVAC. Eaton DG1 drives with pressure‑reset logic cut pump energy 48 % and fan energy 36 %, achieving an 18‑month payback.
Therefore, energy savings routinely offset capital cost in under two years, while reduced parts inventory, quieter operation and fewer nuisance trips amplify ROI.
Comparing leading VFD product families
Top Industrial VFD Lines and How to Choose
ABB ACS580. Delivers DTC torque control, embedded STO and a Bluetooth assistant. Full specs.
Yaskawa GA800. Runs induction, PM and SynRM motors without an encoder, provides web‑server diagnostics and meets IE2 efficiency. GA800 details.
Eaton PowerXL DG1. Features a 5 % DC choke, EMI filter and Active Energy Control algorithm. DG1 catalog.
Lenze i550. Compact, modular and available to 132 kW in IP20, 55 or 66. i550 options.
When selecting a drive, begin with motor FLA and overload needs, then filter by environment, communication bus and harmonic strategy. Next, compare life‑cycle tools: ABB DriveComposer, Yaskawa DriveWizard and Eaton Power Xpert Gateway streamline setup and monitoring.
Implementing a drive is one of the fastest, lowest‑risk ways to cut energy use, elevate process precision and extend equipment life. By combining solid specifications, compliance with UL 61800 and IEEE 519, and the installation practices outlined above, your team can replicate the impressive savings documented here. Modern units add IIoT connectivity and predictive diagnostics, so the benefits grow over time.
Remember that an inverter‑duty motor, shielded cable and proper grounding are essential companions to any controller. Equally important is commissioning: a five‑minute autotune sets the stage for years of reliable operation, while parameter backups reduce future downtime to minutes.
If you need help selecting, programming or troubleshooting equipment — or simply want to verify that your existing fleet is optimised — contact Precision Electric today. Our in‑house engineers and UL 508A panel shop deliver turnkey solutions from single‑drive retrofits to multi‑axis systems. Therefore, leverage the research below and start identifying motors that still run wide open when they could be sipping power through the right controller.
The allen bradley powerflex 525 is a compact, networked AC variable frequency drive built for dependable machine control. Additionally, the PowerFlex 520 Series spans 0.5–30 HP and 100–600 V input classes for global use. Moreover, embedded EtherNet/IP, a USB port for offline configuration, and Safe Torque Off simplify commissioning and safety validation. For authoritative specifications and certifications, review the PowerFlex 525 product page and the PowerFlex 520‑Series technical data. Furthermore, the Rockwell press release details the modular control and power cores and MainsFree USB setup. Therefore, machine builders standardize on one footprint while supporting open‑loop and closed‑loop modes. Besides energy benefits, sensorless vector control improves low‑speed torque and speed stability. Consequently, users deploy the drive on conveyors, pumps, blowers, and mixers with consistent results.
However, engineering decisions should consider ambient temperature, enclosure airflow, and derating rules. Additionally, the allen bradley powerflex 525 operates to 50 °C without derating and supports fan kits for hotter panels. Moreover, a built‑in dynamic brake transistor supports quick, predictable stops with a sized resistor. In addition, internal EMI filtering and a pre‑charge circuit protect upstream equipment and minimize inrush. Likewise, removable MOV grounding jumpers allow operation on ungrounded or high‑resistance systems. As a result, plants can adopt this compact VFD broadly while meeting site power‑quality constraints.
Introduction Quick Facts
Power range: 0.5–30 HP; input classes: 100–600 V.
Embedded EtherNet/IP, USB offline setup, and Safe Torque Off.
Applications: conveyors, pumps, fans, blowers, and mixers. :contentReference[oaicite:2]{index=2}
Controls, Safety, And Networking In PowerFlex 525
Engineers choose the powerflex 525 because it delivers strong control with minimal complexity. Additionally, teams start in V/Hz for simple loads, then enable sensorless vector when regulation tightens. However, an optional encoder enables closed‑loop velocity control where precision matters. Furthermore, two PID loops support process control without an external controller in many cases. Consequently, technicians can hold pressure, level, or tension directly from the drive. For networking, every unit ships with EtherNet/IP, so a PLC treats the PF525 like any other node.
Moreover, RS‑485 with Modbus‑RTU eases migrations from legacy serial systems. Similarly, zero‑stacking saves panel width up to 45 °C while retaining service access. In addition, conformal coating and robust thermal design support demanding shop floors. For ratings, overload classes, and EMC categories, consult the PowerFlex 520‑Series technical data before finalizing the panel. Therefore, the allen bradley powerflex 525 suits machine builders who value predictable setup and service.
Allen Bradley PowerFlex 525: compact EtherNet/IP drive with STO and USB.
Energy performance often decides the business case for a retrofit. Therefore, centrifugal loads benefit most, because power roughly scales with the cube of speed. As the peer‑reviewed pump study shows, dropping pump speed by 10% produced about 30% less energy use. Additionally, permanent‑magnet motor support and an economizer mode deepen part‑load savings. Moreover, Precision Electric recommends staged tuning using our VFD autotune steps to maximize efficiency.
Likewise, the Marlen case study documents a food‑processing OEM capturing roughly 40% energy savings. Furthermore, the project improved portion accuracy and simplified maintenance compared with hydraulics. In parallel, the VFD programming guide helps teams pre‑configure parameters via USB for faster startup. Consequently, the rockwell powerflex 525 often pays back through lower energy, smoother starts, and fewer mechanical shocks. Finally, plants also report quieter operation because higher switching frequencies reduce audible noise.
Troubleshooting And Commissioning For PowerFlex 520 Series
Reliable commissioning prevents nuisance downtime and support calls. First, enter exact nameplate data and run an auto‑tune to tighten torque models. Next, verify I/O polarity, since the EtherNet/IP drive accepts sink or source inputs at 24 V DC. Additionally, separate control wiring from motor leads and bond shields at both ends. When long leads are unavoidable, select input line reactors or output load reactors to limit reflected‑wave stress. Consequently, motor insulation and bearings experience less electrical stress over time.
If acceleration trips on overload, follow our overcurrent fault troubleshooting to correct the current limit or ramp. Moreover, confirm the MOV jumper before operating on ungrounded systems to avoid nuisance faults. For safety, route emergency stops through the STO channels rather than removing mains power. Afterward, validate the safety function and document the parameter set for recoveries. Therefore, technicians can restore a spare module quickly and reduce mean‑time‑to‑repair.
Product Recommendations And Compatible Alternatives
Project constraints vary, so a short bill of materials helps engineers move fast. For harsh or noisy mains, pair the allen bradley powerflex 525 with input line reactors. For long runs or high switching frequencies, add output load reactors at the motor to soften dv/dt. If the site requires three‑phase from single‑phase, our VFD phase converters maintain full speed control. Additionally, plan enclosure airflow early so thermal derating does not surprise the schedule.
However, some standards or corporate preferences require different brands in the same class. In those cases, evaluate ABB ACS580 or Yaskawa GA500 units; our ABB drive catalog and Yaskawa drive catalog pages show current options. Nevertheless, many facilities prefer tight Logix integration and consistent tooling across machines. As a result, the AB PowerFlex 525 remains a strong default for OEM builds and retrofits alike. When a legacy unit goes end‑of‑life, use our VFD replacement guide to plan the swap and testing.
PowerFlex 525 Installation: wiring, STO, and tuning essentials.
Conclusion And Next Steps
The operational sweet spot for this platform is broad across conveyors, mixers, blowers, and pumps. Because it supports V/Hz, vector, and closed‑loop modes, teams can standardize hardware without sacrificing performance. Additionally, consistent I/O, safety, and networking lower training time for cross‑functional crews. Therefore, organizations deliver more machines with fewer surprises and faster ramp‑ups.
Finally, apply sound wiring, grounding, and thermal practices, then record the configuration for repeatability. Afterward, monitor trends and alarms to guide predictive maintenance and fine‑tune setpoints. When you need help turning specifications into a working bill of materials, Precision Electric can assist with sizing, startup, and training. In summary, the allen bradley powerflex 525 offers dependable control in a compact package.
Read The Full Allen Bradley Powerflex 525 Research:
Yaskawa VFD drives power millions of motors worldwide. By transforming fixed‑frequency utility power into a precisely modulated voltage and frequency, they let engineers dial in the exact speed and torque a process needs. The results are immediate: lower energy bills, longer equipment life, and rock‑solid process control. Because every plant manager wants more output for less cost, demand for Yaskawa VFD drives and comparable variable speed drives has soared. Yaskawa, founded in 1915, focuses almost solely on motion control, and that specialization shows in products that boast a mean time between failures (MTBF) of 28 years. In this guide you will learn why these drives excel, how they compare with other brands, and what steps ensure a flawless installation.
Energy Efficiency Gains
Idle valves, dampers and throttling rings waste electricity because centrifugal loads obey the cube law: halve the speed and you slice power by almost 90 %. A Border States Electric case study proved the math when a municipal pump station cut annual consumption by 30 % after installing Yaskawa GA500 inverters. Every model in the current Yaskawa line includes an automatic energy optimisation mode that trims output voltage as load decreases, squeezing an extra 5–8 % from already impressive savings. Furthermore, the U1000 matrix drive returns regenerative energy to the grid, eliminating braking resistors and meeting IEEE 519 harmonic limits. Together, these features make Yaskawa VFD drives a cornerstone of any corporate sustainability plan.
Competitors offer similar promises, yet measured data often favours Yaskawa. A grain facility in the Midwest swapped aged across‑the‑line starters for Eaton PowerXL DG1 drives and enjoyed a 42 % reduction in conveyor energy. However, when an identical conveyor later received a GA800, the site logged an additional 6 % cut because the Yaskawa unit’s adaptive flux control lowered magnetising current at partial loads. Although savings vary by application, engineers repeatedly confirm that Yaskawa’s long experience with vector algorithms pays tangible dividends.
Energy savings with Yaskawa VFD drives
Yaskawa VFD Reliability Improvements
Downtime destroys profitability, so reliability ranks high when specifying a variable frequency drive. Yaskawa coats every printed circuit board with moisture‑blocking resin, rates DC bus capacitors for 10 000 h at 105 °C, and tests terminals to stringent vibration levels. These design choices translate into exceptional field results. A southern pulp mill replaced twenty 1990‑era drives with GA800 units. Over the following twelve months, unplanned drive trips fell by 76 % while maintenance labour dropped by 120 hours. Similar stories appear in ABB white papers, yet Yaskawa’s published 245 000‑hour MTBF stands among the highest in the industry. Because parts are stocked worldwide by partners such as Precision Electric’s VFD repair center, users also enjoy fast support.
Reliability includes data transparency. The GA500 and GA800 log the last ten faults with date stamps, fan runtime, remaining capacitor life and peak current. Technicians download this information through DriveWizard software, identify root causes and schedule proactive maintenance—no guesswork, no unnecessary shutdowns. Competitors such as Hitachi WJ200 and Eaton DG1 record fewer parameters, making Yaskawa’s diagnostic depth a decisive advantage for plants that run 24 × 7.
Precision Process Control
Energy and uptime matter, yet product quality often influences revenue even more. Yaskawa VFD technology employs high‑resolution current vector control that maintains speed within ±0.01 % without an encoder. After an Ohio extrusion line upgraded to GA500 drives, film thickness variation tightened from 18 µm to 5 µm and scrap fell by 12 %. Should an application demand ultimate accuracy—crane hoists, elevators or test stands—the same drives accept encoder feedback and shift into closed‑loop vector mode. Meanwhile, intuitive autotuning reads motor constants in less than a minute, which means engineers can reach specification faster than with many rival brands.
Process integration is equally polished. The GA800 ships with dual‑port EtherNet/IP and Modbus TCP, enabling Device‑Level Ring topologies without external switches. PROFINET, PROFIBUS, BACnet and CAN Open cards slide into the option slot in seconds. For HVAC retrofits, the HV600 model adds embedded fire‑mode logic and BAS macros. Because connectivity arrives out of the box, integrators finish projects sooner and avoid hidden accessory costs.
Yaskawa VFD Product Recommendations
Model selection starts with the load, yet knowing Yaskawa’s flagship offerings streamlines any project quotation.
GA500 Micro Drive
The GA500 spans 1⁄8 HP to 40 HP. It measures just 84 mm wide in smaller ratings yet delivers dual Safe Torque Off inputs certified SIL3 / PL e. Bluetooth commissioning slashes panel time, and single‑phase 240 V input creates three‑phase output—ideal for rural pumps. For purchasing, visit our Yaskawa drives catalog.
GA800 Industrial Drive
Up to 600 HP at 480 V, the GA800 operates induction, permanent‑magnet and synchronous‑reluctance motors with identical firmware. A vivid multi‑line display, built‑in applications wizard and conformal coating make it the workhorse for harsh environments. Compare it with the Eaton PowerXL DG1; you will notice Yaskawa’s menu structure is quicker to learn.
U1000 Matrix Drive
Regenerative loads such as downhill conveyors waste energy unless the system can push power back to the grid. The U1000’s direct AC‑to‑AC matrix topology achieves <3 % THD and >0.98 power factor while returning energy, meeting strict utility requirements without extra active filters. For specifications see the official product page. Precision Electric also stocks alternatives like ABB ACS580 and Hitachi WJ200 when lead time is critical.
GA500 industrial model installed
Best Practices for Implementation of Yaskawa Variable Frequency Drives
Correct Sizing & Selection
Select Normal‑Duty ratings for centrifugal loads and Heavy‑Duty ratings for positive‑displacement pumps or crushers. Verify that overload current equals at least 120 % for 60 s, in line with NEMA MG‑1. Additionally, match carrier frequency to the motor insulation class to balance efficiency and audible noise.
Installation Essentials
Bond the drive to the protective earth bar with a short, wide strap. Use shielded VFD cable and add a three‑percent line reactor on units ≤ 25 HP to cut harmonics. Where motor leads exceed 50 m, install a dV/dt filter to protect winding insulation. Yaskawa supplies bolt‑on reactors that preserve enclosure space.
Maintenance & Firmware
Plan an annual shutdown to vacuum heatsinks and read the on‑board “remaining life” counters for capacitors and fans. Use DriveWizard to archive parameters before firmware updates. Keep one pre‑programmed spare for every ten critical drives; a Midwest bottling plant avoided $40 000 in lost production by hot‑swapping a GA500 in ten minutes. Should you need expert help, our Yaskawa service page lists available field services.
Conclusion on Yaskawa VFDs
Yaskawa VFD drives blend efficiency, resilience and precision inside an easy‑to‑use package. Their 28‑year MTBF, global parts availability and wizard‑driven setup distinguish them from otherwise capable rivals. Whether you manage HVAC fans, water pumps or extrusion lines, choosing Yaskawa’s variable frequency technology will cut energy costs, stabilise quality and extend motor life.
In industrial applications, achieving precise three phase motor speed control is crucial for process efficiency and equipment longevity. A 3 phase motor VFD, or Variable Frequency Drive, is a power conversion device that accomplishes this by taking a fixed frequency and voltage AC power source and converting it into a variable frequency and voltage output. As detailed in documentation from manuals.plus, this allows the VFD to precisely regulate the rotational speed of a connected AC induction motor. Consequently, the drive can match the motor’s output to the exact demands of the load, offering a level of control that is impossible with a direct-on-line motor starter. You will also see these devices referred to as an AC motor drive, an adjustable frequency drive, or a 3 phase inverter.
3 Phase Motor VFD: Energy Savings & Soft Start
Beyond basic speed regulation, the primary reason for implementing a VFD is the significant potential for energy savings, particularly with variable torque loads like fans and pumps. For instance, the U.S. Department of Energy highlights that a VFD can drastically reduce input power requirements; in fact, a 20% reduction in motor speed can result in energy savings of nearly 50%, according to U.S. Department of Energy. Furthermore, VFDs provide soft-starting capabilities, which gradually ramp up the motor’s speed. This process significantly reduces the mechanical shock and electrical inrush current associated with across-the-line starts, thereby extending the life of motors, belts, gears, and bearings.
The versatility of a VFD setup makes it indispensable across countless industries, including manufacturing, HVAC, and water treatment. By providing smooth, stepless control, these drives improve process quality, reduce operational noise, and minimize equipment wear and tear. While there are some technical considerations to be aware of, as noted by Ori-ental Motor Blog, the operational benefits are substantial. In other words, integrating a VFD offers a powerful solution for optimizing system performance, reducing energy consumption, and lowering long-term maintenance costs for nearly any application involving a three-phase motor.
Fundamental Operating Principles: How a VFD Works for 3 Phase Motor Speed Control
At its core, a Variable Frequency Drive (VFD) provides precise three phase motor speed control by altering the electrical power supplied to the motor. A vfd for 3 phase motor fundamentally operates by taking standard, fixed-frequency AC power and converting it into a variable-frequency, variable-voltage output. In other words, this allows the ac motor drive to precisely dictate the rotational speed of the motor shaft. This process not only enables speed regulation but, as noted by U.S. Department of Energy, also offers significant energy savings and reduced mechanical stress on equipment.
The answer to “how a VFD works” lies in a three-stage power conversion process. Initially, a rectifier circuit converts the incoming AC supply into pulsating DC voltage. Following this, the DC bus, which consists of large capacitors, smooths out these pulsations to create a stable, high-voltage DC supply. For instance, a 480V AC supply can be converted to a 650-680V DC bus, as explained in technical documentation from manuals.plus. These first two stages prepare the power for the final and most critical step.
Finally, the inverter stage takes over, functioning as a sophisticated 3 phase inverter. This section uses high-speed transistors, typically Insulated Gate Bi-polar Transistors (IGBTs), to chop up the DC voltage. By switching these IGBTs on and off rapidly using a technique called Pulse Width Modulation (PWM), the VFD creates a simulated three-phase AC sine wave at any desired frequency. As detailed by Precision Electric AC Motor Speed Control Manual, it is by controlling this output frequency that the drive directly controls the motor’s speed, making it a highly effective motor speed controller.
A Variable Frequency Drive (VFD) is essential for precise three phase motor speed control, allowing for optimized performance and energy efficiency in industrial applications.
Critical VFD Sizing and Selection Criteria
Selecting the correct VFD for 3 phase motor applications requires a more detailed analysis than simply matching horsepower. The most critical parameter is the motor’s Full Load Amps (FLA), which is always listed on the motor nameplate. Therefore, you must ensure the VFD’s continuous amperage rating meets or exceeds the motor’s FLA rating. For some applications, it is also necessary to oversize the drive; for instance, a VFD may need to be derated when running a three-phase motor on a single-phase power source, as noted by documentation from Precision Electric AC Motor Speed Control Manual. Always consult the VFD manufacturer’s specifications for guidance on these adjustments.
Furthermore, the application’s load type is a decisive factor for achieving effective three phase motor speed control. Loads are typically categorized as either variable torque or constant torque. Variable torque loads, such as centrifugal pumps and fans, require significantly less torque at lower speeds. In fact, a U.S. Department of Energy rule of thumb states that reducing fan speed by 20% can cut input power by about half, according to Precision Electric AC Motor Speed Control Manual. In contrast, constant torque loads like conveyors and positive displacement pumps require the VFD to provide near-full torque across the entire speed range, thus demanding a more robust drive.
Finally, you must consider the operating environment and the available input power. Ambient temperature, altitude, and the presence of dust or moisture directly impact VFD performance and lifespan, dictating the required NEMA enclosure type for protection. In addition, properly sizing a drive requires factoring in current distribution and other electrical characteristics of the system, as highlighted by resources from KEB America Blog. Overlooking these criteria can lead to premature drive failure, motor damage, and costly operational downtime.
Matching the VFD for 3 Phase Motor to Your Load Type
Selecting the correct VFD for a 3 phase motor requires a thorough understanding of the mechanical load it will be driving. In general, loads are categorized into two primary types: variable torque and constant torque, each demanding different performance characteristics from the ac motor drive. Consequently, mismatching the drive to the load type can lead to inefficient operation, nuisance tripping, or even damage to the motor or the VFD itself. Therefore, a careful analysis of the application’s torque-speed requirements is the foundational step in proper VFD selection and setup.
How 3 Phase Motor VFD Save Energy
Variable torque loads, such as centrifugal pumps and fans, are the most common applications for three phase motor speed control and offer the greatest potential for energy savings. For these systems, the torque required is proportional to the square of the speed, while the horsepower is proportional to the cube of the speed. According to U.S. Department of Energy, this principle, known as the affinity laws, means that even a small reduction in motor speed can yield significant power reduction. For instance, as noted by Precision Electric AC Motor Speed Control Manual, reducing fan speed by 20% can cut energy consumption by nearly 50%. VFDs designed for variable torque loads are often rated as “Normal Duty” and are sized closely to the motor’s Full Load Amps (FLA).
In contrast, constant torque loads demand a consistent level of torque from the motor, regardless of its operating speed. Prime examples include conveyors, extruders, positive displacement pumps, and machine tool spindles. These applications require the motor to produce full torque even at very low speeds, which places a high demand on the VFD, especially during startup. As a result, VFDs for these applications must be robust and are often referred to as “Heavy Duty” drives. They are typically oversized to handle the high starting currents and continuous thermal load without tripping. As detailed in technical documentation from Precision Electric AC Motor Speed Control Manual, selecting a Heavy Duty rated drive ensures reliable performance under these demanding conditions.
This diagram illustrates the core stages of a VFD, converting incoming AC power to DC and then back to a variable frequency AC output. This process allows for precise three phase motor speed control.
Essential Guide to Variable Frequency Drive Wiring
Proper variable frequency drive wiring is fundamental to the safety, performance, and reliability of any 3 phase motor VFD installation. Before beginning any work, it is absolutely critical to follow strict Lockout/Tagout (LOTO) procedures to ensure all sources of power are de-energized and secured. The VFD setup involves three primary connections: the high-voltage line power input, the motor load output, and the low-voltage control circuits. Each of these sections requires careful attention to detail to prevent equipment damage, operational faults, and serious safety hazards. Consequently, a methodical approach grounded in the manufacturer’s documentation and National Electrical Code (NEC) standards is non-negotiable for technicians and engineers.
The power wiring section begins with connecting the incoming three-phase AC power to the VFD’s input terminals, typically labeled L1, L2, and L3. It is essential to size these conductors according to the drive’s Full Load Amps (FLA) rating and applicable NEC guidelines. Furthermore, a dedicated ground wire is crucial for safety and to minimize electromagnetic interference (EMI).
The VFD’s input rectifier stage, as noted by sources like kebamerica.com, can be sensitive, and proper wiring protects it during startup. This stage converts the AC input into a high DC voltage, which can reach 680V DC from a 480V AC supply, underscoring the importance of correct installation practices as detailed in technical documents from manuals.plus. Similarly, the output terminals, labeled T1, T2, and T3, must be wired directly to the motor using appropriate cabling, such as shielded VFD-rated cable, to contain electrical noise generated by the drive’s inverter.
Proper 3 Phase Motor VFD Wiring
Control wiring dictates how the VFD operates, handling start/stop commands and speed references. For instance, digital inputs are used for simple two-wire or three-wire start/stop control from switches or a PLC. In contrast, analog inputs receive a variable signal, such as 4-20mA or 0-10V, from a sensor or controller to modulate motor speed. It is best practice to use shielded, twisted-pair wiring for all analog control signals to prevent signal degradation from EMI. This ensures the control signals accurately command the inverter stage, which, according to Precision Electric AC Motor Speed Control Manual, uses high-power transistors to create the variable AC output for the motor. Always consult the specific wiring diagrams in the drive’s manual from manufacturers like Eaton or Yaskawa, as terminal assignments vary significantly between models.
Navigating Critical VFD Setup and Programming Parameters
Proper VFD setup is the critical next step after completing the physical variable frequency drive wiring. Initially, you must program the drive with the motor’s nameplate data, which includes voltage, frequency, RPM, and most importantly, the Full Load Amps (FLA). This information allows the VFD to understand the motor’s operational limits and characteristics, forming the basis for effective three phase motor speed control. According to information compiled by Precision Electric AC Motor Speed Control Manual, the VFD’s internal stages rely on this data to properly convert fixed AC power into the variable output needed by the motor. Getting these basic parameters right is fundamental to preventing nuisance trips and potential equipment damage.
Tailoring 3 Phase Motor VFD Parameters
Beyond the basic motor data, several other parameters are essential for tailoring the 3 phase motor VFD to the specific application. For instance, setting the acceleration and deceleration ramp times is crucial for managing mechanical stress on the system. A gradual start and stop prevents the sudden torque surges that can damage belts, gears, and couplings, as highlighted in technical documentation from Precision Electric Motor Speed Control Manual. In addition, you should define the minimum and maximum operating frequencies to protect both the motor and the driven load from running at unsafe speeds. This ensures the entire system operates within its designed performance envelope.
Finally, advanced settings like the control method—such as Volts per Hertz (V/Hz) or vector control—and overload protection levels must be configured. V/Hz control is suitable for simple fan or pump loads, while vector control offers tighter speed and torque regulation for more demanding applications. Furthermore, correctly setting the motor overload protection within the VFD is a critical safety and reliability function, acting as an intelligent electronic thermal overload relay. As noted by experts at kebamerica.com, managing current is a core function of the drive. These parameters ultimately dictate the drive’s performance, efficiency, and ability to protect the motor investment.
Proper VFD sizing requires more than matching horsepower; it involves a detailed analysis of the motor’s nameplate data and the specific application requirements to ensure efficient and reliable operation.
Troubleshooting Common 3 Phase Inverter Faults
Even the most robust 3 phase inverter will eventually display a fault code, necessitating a systematic approach to diagnostics. Before any troubleshooting, always adhere to strict Lockout/Tagout (LOTO) procedures to ensure the equipment is de-energized and safe to work on. Common VFD faults typically fall into categories such as overcurrent, overvoltage, undervoltage, and overheating. Understanding the root cause often involves looking at the entire system, from the incoming power to the driven load, not just the drive itself. The fault is often related to the inverter stage, which uses high-power transistors to create the variable AC output as described by sources like Precision Electric AC Motor Speed Control Manual. Consequently, a logical diagnostic process is essential for minimizing downtime.
Diagnosing 3 Phase Motor VFD Overcurrent Faults
Overcurrent faults are frequently caused by issues external to the VFD for 3 phase motor. For instance, a sudden mechanical jam or an overloaded machine can demand more current than the drive is programmed to supply, leading to a protective trip. In other cases, excessively fast acceleration ramps or incorrect motor Full Load Amps (FLA) data in the VFD setup can be the culprit. It is crucial to inspect the motor and connected equipment for any signs of binding or failure before resetting the fault. The drive’s ability to Precision Electric AC Motor Speed Control Manual is finite and programmed for protection. Verifying these external conditions and parameters often resolves the issue without needing to replace the drive.
Conversely, overvoltage and undervoltage faults typically point to power supply issues or rapid deceleration. An overvoltage fault can occur when a high-inertia load drives the motor during deceleration, causing regenerative braking that increases the DC bus voltage beyond its limits. As detailed by some manuals, this DC bus voltage can be quite high, reaching 650-680V from a 480V AC supply, as noted by Precision Electric AC Motor Speed Control Manual. Undervoltage faults, on the other hand, usually indicate a problem with the incoming AC power, such as a line sag or a loose connection at the VFD’s input rectifier, a critical component mentioned by sources like KEB America. Therefore, always check the supply voltage and connections first when encountering these specific faults.
Conclusion: Optimizing Your System with the Right Ac Motor Drive
Selecting the right ac motor drive is a critical step towards enhancing system performance and achieving significant energy savings. Throughout this guide, we have explored everything from fundamental operating principles to advanced VFD setup and programming. Ultimately, the precise three phase motor speed control offered by a VFD translates into reduced operational costs and less mechanical stress on equipment. The investment in a modern motor speed controller is not just a technical upgrade but a sound financial decision, a point reinforced by energy-saving data from the U.S. Department of Energy referenced by Precision Electric AC Motor Speed Control Manual.
To truly capitalize on these benefits, however, a comprehensive approach is necessary. This involves carefully matching the VFD for 3 phase motor applications to the specific load type, ensuring correct variable frequency drive wiring according to NEC standards, and adhering to all safety protocols like Lockout/Tagout (LOTO). As noted by Invertekdrives, robust AC motors paired with the fine control of a VFD offer the best of both worlds in industrial applications. Furthermore, with a VFD solution for nearly every motor size, as highlighted by U.S. Department of Energy, the technology is accessible for a vast range of machinery.
By applying the principles discussed—from sizing and selection to programming and troubleshooting—you can ensure your 3 phase motor VFD operates safely, reliably, and at peak efficiency for years to come. This proactive management extends equipment life and solidifies the financial advantages, which can sometimes make this pairing more cost-effective than other options according to technical documents from Precision Electric AC Motor Speed Control Manual. Consequently, your facility will be better positioned to meet production demands while minimizing energy consumption and maintenance overhead.
https://www.precision-elec.com/wp-content/uploads/2025/09/what-is-a-3-phase-motor-vfd.png10241024Craig Chamberlinhttps://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.pngCraig Chamberlin2025-09-23 09:01:102025-09-19 10:15:553 Phase Motor VFD: A Guide to Choosing the Right One
Danfoss VFD drives control motor speed and torque with precision. They convert fixed-frequency power into a variable frequency and voltage that match the real load. Because motors rarely need full output all day, speed control improves efficiency, reliability, and process stability. Moreover, modern controllers deliver diagnostics, safety, and network connectivity that make maintenance proactive rather than reactive. Consequently, facilities lower energy use, cut downtime, and extend motor life while improving output quality.
As you plan upgrades, it helps to focus on what a drive actually changes in the system. First, a drive eliminates waste from throttling devices and across-the-line starting. Second, it gives operators repeatable control with soft ramps, limits, and interlocks. Third, it provides data that can reveal bearing wear, belt slip, or clogged filters before failure occurs.
Additionally, open communications make drives easy to integrate with building automation and PLC platforms. For deeper context, Danfoss documents the universal VLT AutomationDrive product page. Engineers can review ratings and options there. Finally, case studies show how fan and pump retrofits deliver large savings without sacrificing process stability. This article explains how danfoss vfd drives turn those principles into day‑one results.
Energy Savings: Why Danfoss VFD Drives Win
Why do motors waste energy, and how do danfoss vfd drives fix it? Centrifugal fans and pumps follow the affinity laws, where power scales with speed cubed. Therefore a fan at eighty percent speed needs about half the power. A pump at fifty percent speed needs only one eighth.
Instead of closing a valve or damper to hit a setpoint, a drive trims speed to the exact flow or pressure. As a result, many HVAC and water systems report twenty to forty percent energy savings with no mechanical changes. For example, a major Toronto convention center replaced constant‑speed pump throttling with VLT HVAC Drives. The retrofit saved more than one hundred thousand kilowatt‑hours per year and reduced greenhouse gas emissions. It also stabilized differential pressure across the plant. Because the pumps now run closer to their best efficiency point, vibration and noise dropped. See the Toronto convention center case study for details.
Similarly, a remote Alaska mine used a VACON drive to slow a one‑hundred‑horsepower ventilation fan during low demand. The measured reduction was thirty‑three kilowatt‑hours for every hour the fan ran at reduced speed. That created a payback measured in months on a diesel microgrid. Read the Alaska mine ventilation case. Additionally, soft starting on a drive cuts inrush current and eliminates pressure shocks. As a result, pipes, belts, and couplings last longer while utility demand charges fall. Consequently, danfoss vfd drives deliver savings and reliability at the same time. Independent research in water utilities reaches similar conclusions; see this peer‑reviewed assessment of VFDs in drinking water systems.
Key Technical Features in Danfoss Drives
Key technical features make Danfoss drives practical in the field. First, Automatic Motor Adaptation performs a standstill or rotating auto‑tune. It lets the controller match induction, permanent‑magnet, or synchronous‑reluctance motors without hardware changes. Second, advanced vector algorithms hold torque at low speed with or without an encoder. The Integrated Motion Controller can position axes or synchronize lines for servo‑like results.
Third, Automatic Energy Optimization reduces magnetizing current at partial load. Built‑in energy meters help verify results against baselines. Furthermore, back‑channel cooling exhausts most heat outside the enclosure on higher‑power frames. This simplifies thermal design and reduces panel air‑conditioning requirements. In addition, integrated DC‑link chokes and RFI filters reduce current distortion and radio‑frequency noise. That protects upstream transformers and nearby instrumentation.
Drives also include logging and fault diagnostics that accelerate troubleshooting and support condition monitoring strategies. Finally, Safe Torque Off satisfies SIL 2 and PL d machine safety. Option cards can raise performance and add functions such as Safe Stop 1 or Safe Limited Speed. Because the parameter structure and keypad interface are consistent across families, technicians work faster. They can commission new units quickly and copy proven configurations. Together these features make danfoss vfd drives a solid platform for new builds and retrofits. For setup help, see our VFD auto‑tune guide.
Danfoss VFD drives cut waste by matching speed to load.
Standards, Safety, and Compliance
Standards and certifications keep projects compliant. Danfoss AC drives are built to UL 508C and carry CE markings for both the Low Voltage and EMC directives. They conform to EN 61800‑5‑1 for drive safety and EN 61800‑3 for EMC. This means the installation can satisfy inspection and commissioning checklists. Moreover, many HVAC models carry UL plenum ratings and offer NEMA Type 1, 12, 3R, or 4X enclosures. These suit mechanical rooms, rooftops, and washdown zones. For a representative spec, review the VLT HVAC Drive specification.
For functional safety, EN 61800‑5‑2 governs Safe Torque Off and related functions. The base STO meets SIL 2 and Performance Level d when wired with two channels and validated. Optional modules can raise performance to SIL 3 where needed. Additionally, projects that must limit distortion can target IEEE 519 limits at the point of common coupling. Low‑harmonic or twelve‑pulse solutions help meet those limits without external filters. Built‑in chokes on standard frames reduce distortion and improve ride‑through on weak feeders. Marine approvals such as DNV and ABS and BACnet testing for building automation are also available. This simplifies specification on projects with strict owner standards. Published short‑circuit and temperature ratings further simplify coordination and enclosure design. As a result, danfoss vfd drives fit smoothly into code‑driven projects.
Power Quality with Low Harmonic VFDs
Power quality matters in every plant. Pulse‑width‑modulated inverters draw non‑sinusoidal current that can raise harmonic distortion, neutral currents, and transformer heating. Therefore most VLT frames ship with DC‑link chokes that lower total harmonic distortion and improve ride‑through on weak feeders.
Where stricter limits apply, low harmonic VFDs using active front ends maintain near‑unity power factor and below five percent current THD at the line connection. Alternatively, twelve‑pulse rectifiers paired with phase‑shifted transformers provide a simple passive route when harmonics at the point of common coupling must be constrained.
In addition, proper wiring and grounding reduce radio‑frequency noise that can affect sensors and communications. Install shielded motor cable, bond the EMC plate to the backplane, and route control and power separately. These steps keep noise in check. Finally, long motor leads may require dV/dt or sine‑wave filters to protect insulation and reduce common‑mode currents. This is especially true on older motors or on applications that run above base frequency. Because many facilities add multiple drives over time, it pays to plan mitigation at the system level. Engineers can place a mix of reactors, multi‑pulse feeds, and active solutions to match budget and goals. Moreover, verifying distortion with a power analyzer after startup confirms compliance and catches resonances early. Consequently, plants avoid nuisance trips and protect sensitive equipment while gaining the efficiency benefits of speed control. With that plan in place, danfoss vfd drives deliver clean power and stable operation.
Implementation Checklist for Danfoss AC Drives
Implementation follows a repeatable checklist. Start with loads and duty cycle, then size for heavy‑ or normal‑duty current as the application requires. Next, confirm enclosure rating and ambient temperature limits, and allow clear airflow for heat sinks and fans. Then set nameplate voltage, current, frequency, and base speed before running the auto‑tune.
After commissioning, program ramps, minimum and maximum speed, and PID setpoints when you control pressure or flow from a transducer. Additionally, ground shields at both motor and drive ends, separate signal and power wiring, and verify EMC plates are bonded to the backplane. Test braking with a resistor if rapid stops cause DC‑bus overvoltage, or lengthen the deceleration ramp to avoid trips. Moreover, enable energy optimization and log baseline kWh so savings can be verified with utility data. For programming tips, visit our VFD programming guide.
Finally, document skip frequencies, configure warnings for high temperature or underload, and test the Safe Torque Off circuit before handover. A short run book with parameter lists, wiring diagrams, and spare part numbers reduces future downtime. It also makes replacements straightforward. During the first week, monitor temperature, current, and alarms at several speeds to ensure cooling and tuning are correct. If harmonics or radio‑frequency noise appear, add a line reactor, an output reactor, or a dV/dt filter as appropriate and retest. Because sites often standardize on a few frame sizes, staging a spare drive and keypad copy tool shortens recovery time after a fault. Using these steps, danfoss vfd drives commission quickly and perform as expected.
Low harmonic VFDs improve power quality and compliance.
Product Recommendations for Danfoss VLT Drives
Product recommendations focus on reliability and serviceability. For broad industrial control, the VLT AutomationDrive covers three‑phase supplies from two hundred to six hundred ninety volts with modular options for fieldbus, I/O, and safety. In building systems, the VLT HVAC Drive adds on‑board pressure and flow PID, sleep modes for pumps, and building‑automation protocols. In water and wastewater, the AQUA Drive integrates multi‑pump control and corrosion‑resistant options. When projects require near‑zero input THD, low harmonic VFDs with active front ends are ideal.
Moreover, Precision Electric stocks input line reactors and output load reactors that harden installations, and VFD phase converters that help single‑phase sites run three‑phase motors with care. Our team also supports multi‑brand environments that include ABB, Hitachi, Eaton, Lenze, and Yaskawa equipment. Mixed fleets receive balanced advice. If you need help selecting a frame size, our engineers can translate your mechanical requirements into a tested drive and accessory bill of materials.
Finally, for lifecycle planning, consider software tools that clone parameters, maintain backups, and track energy savings with maintenance events. That makes the business value visible to stakeholders. Because many facilities refresh drives in phases, we recommend standardizing key options such as enclosure rating, brake‑chopper availability, and preferred fieldbus. This reduces training time and ensures spares work across lines without rewiring. Therefore the parts room stays lean while uptime and safety improve. These guidelines apply to danfoss vfd drives and to comparable platforms from other major vendors.
Conclusion
In summary, danfoss vfd drives deliver high efficiency, tight process control, and dependable safety in one package. Because the technology scales from fractional horsepower to megawatt systems, one engineering approach works across facilities. Therefore teams that standardize on modern controllers reduce energy use, accelerate startups, and improve uptime while keeping projects compliant and maintainable.
Moreover, real projects show that savings and reliability gains arrive together when speed replaces throttling. Finally, pairing sound design with proactive maintenance ensures the investment pays back quickly and continues to deliver for years. Plan for commissioning with clear acceptance tests, log energy and alarm trends, and revisit tuning after the process settles. Additionally, maintain a small set of spares and keep parameter backups current. As a result, facilities turn variable‑frequency control into a durable competitive advantage that cuts cost, reduces emissions, and improves service quality.
When projects include training for operators and maintenance, adoption rises and the benefits stick. Because drives integrate easily with building‑automation and PLC systems, data becomes actionable and supports predictive strategies. Consequently, teams move from firefighting to continuous improvement while hitting energy and reliability targets. In the end, consistent application of best practices turns each retrofit into a template for the next site. That shortens timelines and elevates results.
Electric motors drive nearly every industrial process, but too many still run at full line speed even when the load needs only a fraction of that power. Every unnecessary revolution wastes kilowatt‑hours and accelerates wear. A VFD variable frequency drive (VFD) eliminates that waste by letting engineers dial in the exact speed a pump, fan, or conveyor demands. Because the drive adjusts voltage and frequency together, the motor stays within its magnetic design limits, so torque remains steady while energy consumption plummets.
Moreover, VFD technology reaches far beyond energy savings. Soft acceleration reduces peak current, extends seal life, and slashes downtime. Meanwhile, built‑in diagnostics deliver real‑time alerts so technicians can schedule maintenance before a fault halts production. Throughout this guide you will discover why uncontrolled motors still drain budgets, how a variable speed drive solves the problem, which accessories maximise reliability, and where to find trusted products from Precision Electric.
Because decision makers often need concrete proof, we include recent case studies that improved output while trimming electricity budgets by double‑digit percentages. In addition, the article references IEC, IEEE, and NEMA standards so electrical teams can verify compliance. Finally, you can download the full fourteen‑page PDF to share with colleagues and build a data‑driven business case. Let’s examine why fixed‑speed motors still drain resources.
Precise programming of a vfd variable frequency drive slashes conveyor energy costs
Why Motors Waste Energy Without Drives
Legacy systems rely on contactors or soft starters, so a motor instantly jumps from zero to full speed. That abrupt change draws six to eight times rated current and creates a torque spike that resonates through shafts and gearboxes. Consequently, belts slip, couplings wear, and bearings pit. At the same time, utilities record a brief but expensive peak‑demand event that can inflate the bill for an entire month.
Operators then install throttling devices to moderate flow or pressure, yet those mechanical restrictions merely dump excess energy as heat or turbulence. Because the motor still spins at 1,800 RPM, the cubic affinity law guarantees that power consumption stays high. Precision Electric audited a Midwest sawmill that regulated airflow with dampers. Although the fans rarely needed more than sixty percent output, the facility paid for 150 kW continuously—nearly $70,000 each year.
Fixed‑speed motors also limit process accuracy. Technicians chase set points by opening and closing valves, which causes delay and overshoot. Production therefore accepts wider quality bands or discards scrap. These intertwined problems—mechanical stress, energy waste, and poor control—all stem from the inability to vary frequency.
Even a modest frequency inverter adjustment yields exponential energy savings.
How a VFD Variable Frequency Drive Solves the Problem
Installing a VFD variable frequency drive addresses each pain point at once. First, the drive ramps voltage and frequency along a programmable curve, so inrush current never exceeds 100 percent rated. Equipment starts smoothly, shafts stay aligned, and belts grip without jerks. Second, once the motor reaches target speed, the drive samples load feedback and adjusts output to maintain only the required torque. As a result, energy input falls in direct proportion to demand.
Consider the sawmill after Precision Electric retrofitted each fan with a Yaskawa GA800 vfd drive. Running at 45 Hz instead of 60 Hz, daily power draw dropped to 80 kW, saving $36,000 in the first year. Likewise, a municipal booster station replaced bypass valves with ABB ACS580 drives and reported zero water‑hammer incidents plus a 32 percent kWh reduction.
Operators also gained precise digital control through Modbus and Ethernet/IP interfaces. They now schedule speed changes automatically during recipe transitions, eliminating manual tweaks and reducing cycle time. Because vector algorithms hold ±0.1 percent speed accuracy, product quality improved and customer complaints declined sharply.
Selecting the Right Drive and Accessories
Choosing the correct VFD variable frequency drive starts with a thorough load profile. Verify horsepower, amperage, duty cycle, and environment. For dusty mills an IP55 Eaton PowerXL performs reliably, whereas food processors prefer stainless NEMA 4X housings. When harmonics or regeneration matter, specify an active front‑end model that returns excess power to the grid.
Accessory selection matters as well. Input line reactors mitigate voltage notches and extend capacitor life. Meanwhile, output load reactors and sine‑wave filters protect motor insulation on long cable runs. Because Precision Electric stocks these items locally, maintenance teams finish retrofits in a single shift.
Beyond hardware, remember software. Modern drives feature autotune functions that measure motor impedance and optimise control loops automatically. For reference, the Precision Electric over‑current fault guide and ground‑fault checklist provide step‑by‑step procedures. Likewise, if you need immediate assistance, submit a repair request and an engineer will respond within the hour.
For new projects, begin with the AC variable frequency drives catalog. It lists ABB, Hitachi, and Lenze models in stock, complete with manuals and CAD drawings. Furthermore, the Precision Electric training academy offers on‑demand video lessons so your team masters commissioning quickly.
Even a modest frequency inverter adjustment yields exponential energy savings
Conclusion
A properly applied VFD variable frequency drive transforms motor systems from blunt instruments into agile assets. Plants routinely cut energy use by 20 – 50 percent, stretch maintenance intervals, and improve product consistency. Because the technology scales, you can start with one ac drive on a troublesome pump, prove savings, and roll the strategy across the facility. Precision Electric supports that journey with engineering studies, field installation teams, and a bench that repairs most boards within 72 hours.
Act now. List your five largest motors, estimate annual hours, and plug those numbers into our online calculator. If projected payback is under two years—as it usually is—present the case to management with confidence. We stand ready to supply, program, and support every drive in your upgrade path.
Download Full Research PDF
You have just reviewed a condensed overview of modern VFD variable frequency drive solutions. However, data‑driven teams often need additional charts, wiring diagrams, and ROI worksheets. Our comprehensive 14‑page white paper delivers those details, including side‑by‑side comparisons of ABB ACS580, Yaskawa GA800, and Lenze i550 drives plus commissioning checklists and harmonic‑analysis templates.
Download the document now and share it with engineering, maintenance, and finance so everyone works from the same reliable numbers.
Read The Full VFD Variable Frequency Drive Article:
A VFD electric motor system pairs an AC motor with a variable frequency drive (VFD) so you can dial in speed, torque, and process accuracy while cutting energy waste. In practice, the drive rectifies line AC to DC, stabilizes it on a DC bus, and inverts it back to an adjustable‑frequency AC waveform that the motor follows. This article synthesizes our engineering research and field work to help you specify, install, and maintain reliable VFD‑motor systems across general‑purpose and demanding applications.
The drive’s rectifier, DC link, and IGBT inverter reshape power for speed control. Consequently, motor synchronous speed scales with frequency (RPM ≈ 120×f/poles), so adjusting frequency adjusts speed directly. Most modern drives also maintain a proportional volts‑per‑hertz ratio to preserve torque capability. For a quick primer on these stages, see Electrical Technology’s overview of VFD building blocks.
Control strategies vary. Basic V/Hz is robust for variable‑torque loads such as fans and pumps. Sensorless vector improves low‑speed torque and responsiveness for conveyors and mixers. With feedback, closed‑loop vector holds zero‑speed torque when needed. Additionally, ABB’s DTC directly regulates flux and torque, often matching servo‑like behavior without encoders. Selecting a mode that matches the duty profile keeps the VFD electric motor stable and efficient.
From a process standpoint, the value is immediate. You can ramp gently to avoid inrush and mechanical shock, hold precise setpoints, and trim speed to match real demand. As a result, facilities cut energy and improve quality. Our comprehensive internal guide expands on these fundamentals and application patterns.
VFD Electric Motor Diagram — Rectifier–DC Link–Inverter Topology For A Variable Speed Drive Motor
Common Causes And Practical Solutions with a VFD Electric Motor
Voltage stress and insulation. Fast PWM edges can raise terminal peak voltage. Therefore, confirm the motor’s insulation system meets NEMA MG1 Part 31 guidance. As Plant Engineering notes, low‑voltage inverter‑fed motors should handle ~3.1× rated line‑to‑line peak voltage; use inverter‑duty designs or add dv/dt or sine‑wave filters for long leads and higher bus voltages (source).
Cooling at low speed. A TEFC motor’s shaft fan slows with RPM. Thus, constant‑torque duties at low speed risk overheating. Solutions include force‑ventilated (TEBC) motors, external blowers, or limiting continuous torque at low Hz. Many vector‑duty motors support wide 1000:1 ranges with auxiliary cooling.
Harmonics on the line. Six‑pulse rectifiers draw non‑sinusoidal current. To meet IEEE 519 design targets (typically 5–8% THDi at the PCC), add line reactors or DC chokes, employ passive filters, choose 12/18‑pulse front ends, or deploy active front end (AFE) rectifiers that draw near‑sinusoidal current and can regenerate. Proper harmonic planning protects transformers, capacitor banks, and sensitive loads.
EMI and cabling. Because fast dv/dt can radiate, use shielded low‑capacitance motor cable, bond shields at both ends, separate power from I/O, and size RFI filters to meet IEC/CE as required. For very long runs, sine‑wave filters limit reflected‑wave peaks that would otherwise stress a VFD motor control application.
Specification Checklist And Sizing
Start with load type. Variable‑torque (fans/pumps) typically uses a “normal‑duty” rating (≈110% overload for 60 s). Constant‑torque (conveyors, mixers) often requires “heavy‑duty” capability (≈150% overload for 60 s). Next, size to motor FLA and environment. Consider altitude and ambient derates, enclosure needs (NEMA 12/4X), and braking energy. If the load can over‑haul, employ dynamic braking choppers with resistors or specify an AFE for regeneration.
Then align control with performance needs. V/Hz suits simple HVAC. Sensorless vector improves low‑speed torque response. Closed‑loop vector holds zero‑speed torque for hoists or winders. Additionally, verify power quality and short‑circuit coordination per the drive’s UL/IEC listings. For harmonics, consult Siemens’ IEEE 519 paper on mitigation choices. For background on PWM and control selection, see Machine Design.
Installation Best Practices, Harmonics, And Compliance
Follow manufacturer clearance, cooling, and bonding instructions, then verify protective device coordination. Drives commonly carry UL 508C or IEC 61800‑5‑1 safety listings; EMC compliance may require input filters to meet IEC 61800‑3. Moreover, ensure your facility’s PCC meets IEEE 519 current and voltage distortion goals. Where distortion is high, evaluate 5% line reactors, tuned passive filters, or AFE packages.
Cable routing matters. Keep motor leads short when practical, separate power and control wiring, and land shields cleanly. Because braking can elevate DC‑bus voltage, size braking resistors carefully and place them with safe thermal clearance. As you commission, leverage built‑in PID loops for pressure or flow control to stabilize a variable speed drive motor against process swings.
For energy planning, benchmark before and after. In a well‑documented retail HVAC retrofit, JCPenney cut RTU energy ~22% across 130 stores by adding fan VFDs and pressure control (DOE Better Buildings case study). These results mirror the fan–pump affinity laws and highlight why a motor with VFD often pays for itself quickly.
Installation Example — Safe Wiring And Filtering Practices For An Adjustable Frequency Drive Motor
Manufacturer Insights And Comparisons of VFD Electric Motors
ABB. For high dynamic response without encoders, ABB’s DTC guide documents torque control with millisecond‑level updates. This makes ABB competitive where zero‑speed torque and fast regulation matter.
Yaskawa. Yaskawa focuses on reliability and serviceability; field data often cites very high MTBF, and recent success stories show measurable compressor improvements with GA‑series drives (GA500/GA800 application note). A VFD controlled motor on variable‑demand compressors typically runs cooler and saves energy thanks to speed modulation.
Eaton. Eaton platforms emphasize built‑in multi‑pump logic and energy optimization; their resources explain IEEE 519 alignment and practical mitigation options (Eaton harmonic guidance). This helps designers meet power‑quality goals without overbuilding.
Lenze. Lenze’s compact, modular inverters integrate easily on machines and skids. Their i‑series families target packaging and material handling where cabinet space is tight and commissioning speed is critical. :contentReference[oaicite:6]{index=6}
Real‑World Examples
Retail HVAC retrofit (baseline vs. outcome). Before retrofit, supply fans ran at 60 Hz with damper throttling. After adding VFDs and duct‑static control, average fan speeds dropped to part‑load levels; annual consumption fell ~22% across 130 sites, saving roughly $5M/year and improving comfort (DOE Better Buildings).
Industrial compressor (baseline vs. outcome). A rotary‑screw compressor previously started across‑the‑line and cycled inefficiently. With a GA‑series VFD, starts became soft, pressure bands tightened, and energy dropped ~15–20% while maintenance time fell due to easier parameter management (Cross Company case study).
In both scenarios, the common thread is matching motor speed to real demand. Therefore, begin with a data baseline, implement the ac inverter motor controls, then verify outcomes against process KPIs and energy bills.
Product Recommendations
Buy VFDs by duty and environment. For general HVAC and light industrial duty, browse our stocked selection of AC variable frequency drives. When cabinet space is limited or washdown is required, consider compact or NEMA 4X options highlighted in our Variable Frequency Drives Guide. If your application demands soft mechanical starts without speed control, evaluate soft starters as a simple alternative.
Match power infrastructure. Where only single‑phase supply is available, explore rotary phase converters or VFD phase converters to run three‑phase variable speed drive motor systems. For complex sizing or replacement of obsolete units, our VFD replacement guide outlines workflows that reduce downtime.
A well‑specified VFD electric motor delivers measurable energy savings, tighter control, and longer equipment life. Because performance hinges on correct sizing, wiring, filtering, and software, pair manufacturer documentation with IEEE and NEMA guidance during design. Then verify outcomes against your baseline, just as you would for any capital improvement project.
Finally, remember that the best solution balances performance and simplicity. Start with a clear duty profile, select the control mode that fits, and use proven mitigation for harmonics and EMI. With that approach, your adjustable frequency drive motor will run efficiently, quietly, and reliably for years.
Modern facilities expect precise motor control, lower energy bills, and rock‑solid uptime. Variable Frequency Drives (VFDs) deliver all three, and few brands match the performance of a Yaskawa VFD. By regulating voltage and frequency, the device lets operators run an AC motor only as fast as the process demands. Consequently, systems consume less power, components last longer, and production becomes more flexible. Because a Yaskawa drive uses advanced sensor‑less vector control, technicians can reach rated torque at low speed without adding feedback devices. Moreover, the company’s legendary quality program gives its controllers an average MTBF that exceeds twenty years, so downtime is rare. Further reading: our VFD Basics guide explains the fundamental terms.
Still, selecting and installing the right controller takes planning. This guide focuses on the Yaskawa VFD family but the core steps apply to any modern inverter. It walks you through the essentials: how a VFD works, the special features baked into every Yaskawa inverter, practical setup tips, and the models we recommend for the most common tasks. Along the way we compare alternatives from ABB, Eaton, and Lenze, and we point you to detailed technical resources hosted by Precision Electric and trusted partners. Finally, you will find product links and best‑practice checklists that shorten commissioning time and ensure full compliance with IEEE 519 harmonic limits.
Understanding Variable Frequency Drives
A VFD converts fixed‑frequency line power into a flexible, user‑defined waveform. First, a rectifier bridge changes incoming AC to DC. Next, a DC link filter smooths the bus voltage. Finally, an IGBT inverter reconstructs an AC signal whose frequency can range from near zero hertz to well above the motor’s base rating. Because speed is proportional to frequency, operators gain closed‑loop speed control with a simple keypad command or remote PLC signal. Importantly, the inverter also modulates voltage in proportion to frequency, so motor flux stays constant and torque remains available across the speed band.
However, PWM switching generates steep voltage edges that can stress insulation. Manufacturers therefore add output reactors, du/dt filters, or, in the case of the GA800, a motor‑friendly three‑level topology. This design halves the voltage step seen by each winding and allows legacy motors to run safely on long cable sets. Additionally, modern controllers monitor bus ripple, transistor temperature, and bearing currents, shutting down gracefully before damage occurs. As a result, maintenance teams see fewer surprise breakdowns, and insurance carriers appreciate the risk reduction.
To maximise efficiency, most drives supply advanced control modes. Sensor‑less vector calculates motor flux in real time, while closed‑loop vector accepts encoder feedback for zero‑speed torque. Users select what they need through a structured parameter menu, and free PC tools—such as Yaskawa’s DriveWizard—log live data for troubleshooting. Because the core architecture is similar across brands, the concepts you learn here apply equally to an ABB ACS880 or an Eaton DG1. Technical readers can also compare Lenze’s IP66 i550 protec (Lenze i550 details). These fundamentals apply whether you commission a pump with a Yaskawa VFD or tune a high‑powered test stand.
Why Choose a Yaskawa VFD
When your project demands both longevity and precision, a Yaskawa VFD often ranks first on the specification sheet. The company’s continuous‑improvement culture earned it the Deming Prize for quality, and that philosophy shows in every circuit board. Conformal coating shields electronics from humidity, and a built‑in DC choke lowers input harmonics without extra parts. As a result, many installers achieve IEEE 519 compliance straight out of the box.
Performance also differentiates Yaskawa. A GA500 microdrive delivers 200 percent starting torque at 0.5 Hz in open‑loop sensor‑less mode, while the flagship GA800 model produces full torque at zero speed when paired with an encoder. Moreover, features such as Safe Torque Off (SIL 3) simplify machine‑safety design. Instead of hard‑wired motor contactors, you route an emergency‑stop signal into dedicated STO terminals and meet ISO 13849 requirements with minimal wiring.
Serviceability further tips the scales. With the Y‑Stick cloning tool you copy parameters from a running unit in less than a minute, then paste them into a replacement drive. DriveWizard Mobile extends that convenience, giving technicians smartphone access to trend data while standing next to a cooling tower or grain elevator. Because these tools ship free, project budgets stretch farther. Choosing a Yaskawa VFD therefore protects both schedules and balance sheets.
Yaskawa VFD drive panel improves efficiency
Implementation Best Practices for Yaskawa Drives
Cable routing matters as well, especially when a Yaskawa VFD sits in the same panel as sensitive control wiring. Proper application of Yaskawa drives ensures that the spec‑sheet benefits materialise in the field. Start by gathering complete motor data—voltage, full‑load amps, service factor, and speed—from the nameplate. Input the figures during the drive’s auto‑tune routine; the algorithm then models rotor flux accurately and eliminates current spikes. Next, pick the correct overload rating. For constant‑torque loads such as conveyors, select the Heavy‑Duty setting, which permits 150 percent current for sixty seconds. Conversely, for variable‑torque loads like HVAC fans, the Normal‑Duty curve saves money because it requires a smaller frame size.
Keep motor leads separate from low‑level sensor wiring, and bond the drive ground directly to the motor frame. When runs exceed 50 metres, add a dV/dt filter or specify a GA800 with its three‑level output to protect insulation. Furthermore, terminate the shield at one end only to prevent circulating currents.
Commissioning should not end when the motor spins. Activate the built‑in energy optimiser and enable under‑load detection. If a pump runs dry, the Yaskawa variable frequency drive trips and alerts the building‑management system over Modbus TCP. Additionally, log baseline kilowatt‑hours with the drive’s meter function; auditors later use these figures to verify energy‑rebate eligibility.
Finally, schedule annual inspections. Technicians can replace cooling fans proactively after 40 000 hours and record capacitor health in DriveWizard. With this plan, the controller will run for decades, just as the reliability studies promise.
Yaskawa VFD installed on HVAC system
Product Recommendations for Your Yaskawa AC Drive
Choosing the right controller from the catalogue matters just as much as programming it; therefore, start with a Yaskawa VFD sizing checklist. Below are three proven options that Precision Electric stocks for same‑day shipment, along with direct links to installation guides and replacement parts.
GA800 Industrial Heavyweight – This 480‑volt Yaskawa AC drive covers 1 HP to 600 HP and includes Safe‑Torque‑Off, coated boards, and a built‑in braking transistor up to 150 kW. Use it for conveyors, crushers, and high‑inertia fans. Order online at GA800 product page.
GA500 Microdrive – Need a compact package? This model mounts on DIN rail, accepts 240‑volt single‑phase input, and still offers 200 percent starting torque. See details at GA500 specifications. Because the GA500 includes embedded Modbus TCP, OEMs integrate it quickly.
U1000 Matrix Regenerative Inverter – When the application must regenerate power—such as descending cranes or test stands—this matrix converter sends energy back to the grid with less than five percent current THD.
For context, ABB’s ACS880 and Eaton’s DG1 compete in the same horsepower class, yet both require external filters to match the harmonic performance of a standard U1000. Therefore, life‑cycle cost often favours Yaskawa. Additionally, Precision Electric’s VFD repair program covers these models, so replacement parts and factory‑trained technicians remain available for decades. Couple that support with the brand’s 3‑year warranty, and a Yaskawa VFD becomes an easy purchasing decision.
Conclusion
A Yaskawa VFD is more than a speed control; it is a platform for efficiency, safety, and data‑driven maintenance. The controller’s high MTBF, integrated power‑quality hardware, and intuitive tools ensure a fast payback whether you retrofit a single pump or design a complex manufacturing line. Add smart networking, and the same hardware that saves kilowatts becomes an IIoT sensor feeding live metrics to your cloud dashboard.
Nevertheless, technology alone does not guarantee success. Engineers must choose the correct overload rating, follow grounding best practices, and document baseline energy before applying for rebates. When you follow the steps in this guide, you satisfy those requirements in a logical order. Because the procedures match industry standards—UL, IEC 61800‑5‑1, and IEEE 519—they also streamline code approval.
Should questions arise, Precision Electric’s technical team remains ready to help. Visit our resource library for white papers, read our in‑depth troubleshooting guide, or schedule an on‑site startup with our field‑service crew. Moreover, the manufacturer continues to release free firmware updates, so performance and cybersecurity evolve over the life of the equipment. In short, investing in a Yaskawa drive today puts your operation on a path to lower costs and higher reliability for many years to come.
Downtime does not start in the maintenance shop; it begins months earlier when the wrong drive ships or the right drive waits on a boat. A Siemens VFD often prevents that nightmare, yet procurement teams still ask whether to wait for factory stock or pivot to an alternative. Because Precision Electric repairs and supplies every major brand, we converted our latest field notes into a concise, mobile‑friendly guide. Read on to discover why the correct Siemens variable frequency drive eliminates eight of the ten most common failure modes.
Moreover, regulatory pressure intensifies. Utilities now require verified energy profiles before granting rebates, and corporate sustainability targets limit yearly kilowatt‑hour consumption. Because a modern Siemens inverter logs real‑time energy data, you collect proof automatically. Yet, if the procurement team substitutes an older model without that feature, you might miss incentives worth thousands. Our goal is to help you align technical needs, financial objectives, and lead‑time realities in one repeatable workflow.
Common Pain Points When Specifying a Siemens VFD
The SINAMICS catalog stretches across hundreds of pages, yet most headaches fall into three repeatable patterns. First, global supply shifts push standard lead times from two weeks to twelve, turning a planned shutdown into an open‑ended standstill. Second, teams underestimate overload duty. A compressor that cycles every minute places a heavier thermal load on a SINAMICS G120 than a steady‑state fan, and the wrong duty class forces the inverter into over‑temperature alarms. Third, panel builders forget the integral EMC filter and undersize the feeder breaker, so the drive trips the source protection during every acceleration ramp.
For example, during the 2024 semiconductor crunch, a Midwest bottling plant waited sixteen weeks for a Siemens SINAMICS G120 power module. The line idled, and the maintenance manager calculated a six‑figure loss. Had the team stocked a spare module or validated an ABB ACS580 cross‑reference, the filler would have restarted the same afternoon.
Additionally, each Siemens VFD carries specific frame codes that must match the selected control unit.
Proven Solutions: Matching Application to Drive Family
Effective selection begins with the load profile. Variable‑torque loads such as chill‑water pumps rarely exceed 80 % current. Therefore, specify the Siemens G120X with the energy‑optimized duty class and enable sleep mode. Doing so cuts kWh usage by up to 70 percent, drops bearing temperature, and triples seal life. Conversely, constant‑torque conveyors demand start‑stop cycles and rapid accelerations. Choose the SINAMICS S120 configured for high‑overload. Add an encoder for closed‑loop vector control when the process requires 1 % speed accuracy.
Next, plan spares systematically. Precision Electric recommends a 10 percent spare ratio for drives under 100 HP and at least one spare for every horsepower tier above. Keep the spare programmed with motor nameplate data, parameterize it using the Siemens Smart Access Wi‑Fi module, and store it in a climate‑controlled room. This simple routine prevents the scramble to locate a laptop after midnight.
Finally, audit upstream protection. Because the internal DC‑link choke of a Siemens frequency converter already limits harmonics, oversizing line reactors wastes panel space. Instead, size the feeder breaker per NEC 430.52 (A). Our engineers reduced nuisance trips by 90 percent at a paper mill simply by upsizing the breaker from 125 A to 150 A while keeping the same cable.
Because the Siemens VFD family shares parameter structure, you can migrate settings with minimal typing.
Top Alternatives When a Siemens Variable Frequency Drive Is Unavailable
Supply disruptions still happen. Therefore, Precision Electric maintains validated cross‑references for all common ratings. An ABB ACS580 matches the G120 on horsepower, safe torque‑off, and PROFINET communication. Likewise, a Yaskawa GA800 equals the SINAMICS G130 on current rating and adds Bluetooth commissioning. Meanwhile, the Eaton DG1 copies the HVAC macro set of the Siemens G120X and adds Active Energy Control, trimming motor voltage at light load for extra savings.
The Danfoss VLT FC‑302 also slots into the same footprint as an Eaton SVX9000, letting you reuse conduit entry points and control wiring without re‑punching the cabinet.
This versatility has real impact. When a limestone quarry lost a 250 HP Siemens Sinamics VFD to a lightning strike, no replacement existed in North American warehouses. Because the plant had documented motor parameters, our technician installed an ABB ACS880 within six hours. The ACS880 auto‑tuned the induction motor, accepted the existing PROFINET commands, and resumed production before the night shift. Later, we repaired the damaged drive, returned it as a spare, and the client avoided a week of lost production.
If your Siemens VFD falls offline, our cross‑reference ensures you locate a compatible drive within minutes.
Of course, alternatives demand thoughtful wiring. ABB labels the first digital input DI1, while Siemens uses DI0. Likewise, Eaton assigns terminal 13 as the safety enable. Therefore, before arrival, generate a cross‑reference chart that maps each control wire to the new terminal. Because this step occurs ahead of shutdown, the electrician completes the swap within the maintenance window, and the plant resumes operation without editing PLC code.
Product Recommendations and Implementation Tips
Our data set spans 324 service calls in the past twelve months. We found that three drive bundles cover 87 percent of field needs:
Band A (1–50 HP): Keep the Siemens V20 for OEM skids and the ABB ACH580 for air handlers.
Band C (250–800 HP): Choose the Siemens G150 or ABB ACS880 with a 3 percent line reactor.
Before any swap, clone parameters. Insert an SD card into the keypad, execute the Parameter Backup function, label the card, and store it with the spare. When you install the replacement, load the file and run an Auto‑tune. This method reduces commissioning time to under fifteen minutes. In addition, always add a 3 percent impedance line reactor when the transformer sits less than 30 feet from the drive; doing so protects the input rectifier against inrush current.
Implement these Siemens VFD stocking rules during your next budget cycle.
Side-by-side comparison of Siemens VFD and competitor drives on a bench
Conclusion: Turn Knowledge Into Uptime
A Siemens VFD remains a rock‑solid choice, yet flexibility safeguards production. By selecting the right drive family, stocking validated substitutes, and following disciplined parameter management, you eliminate panic and focus on continuous improvement. Precision Electric provides emergency repair, overnight exchange, and unbiased engineering so that every motor keeps turning. Use these guidelines today, and your plant will thank you tomorrow.
Finally, download our full research PDF for in‑depth specification tables, successful case studies, and maintenance checklists you can share with your engineering team.
The frequency drive motor approach—often called a variable frequency drive (VFD) motor system—lets you run standard AC motors at the exact speed and torque the process requires. Instead of wasting energy with throttling or mechanical gear changes, a VFD adjusts output frequency and voltage electronically to match the load. Consequently, facilities improve efficiency, reduce wear, and gain precise control. In this guide, we translate deep engineering concepts into practical choices you can apply on the plant floor, from power quality and cabling to control modes and product selection. For a full technical narrative that underpins this article, including rectifier–DC link–inverter fundamentals and control method comparisons.
Because VFDs touch mechanical, electrical, and controls disciplines, the smartest path is to begin with fundamentals, then map each constraint—motor data, load profile, environment, harmonics, and safety—into a configuration that is robust and maintainable. In practice, you will pair the right enclosure and filtering with the right control method and accessories. Additionally, you will validate against standards and your power system’s limitations. The sections below outline these steps and point to practical resources, internal guides, and product categories you can deploy immediately.
How A Frequency Drive Motor Works
A VFD’s power stage has three parts: an AC–DC rectifier, an energy‑storing DC link, and a DC–AC inverter. First, the rectifier converts line power to DC. Next, the DC link smooths that DC with capacitors (and sometimes inductors). Finally, the inverter uses fast IGBTs and pulse‑width modulation (PWM) to synthesize a new three‑phase output at your commanded frequency and voltage. Therefore, a frequency drive motor can operate at low speed with high torque or ramp to rated speed gently, avoiding inrush and mechanical shock.
PWM Basics
With PWM, the inverter switches the DC bus at high frequency and varies pulse width to approximate a sine wave. As a result, the motor “sees” a near‑sinusoidal current while the drive modulates speed smoothly. However, fast switching also creates dv/dt and common‑mode voltages; the mitigation steps below address those side effects.
Frequency drive motor installation: add line reactors/filters for cleaner power and longer motor life.
Control Modes And Performance
Control choice sets your stability, accuracy, and starting torque. Basic variable speed drive setups use V/Hz for fans and pumps. For tighter regulation and better low‑speed torque, sensorless vector control estimates flux and torque in real time. When you need precision at zero speed or high dynamics (cranes, winders, lifts), closed‑loop vector uses an encoder to hold speed within a fraction of a percent. Additionally, ABB’s Direct Torque Control (DTC) directly controls flux and torque for very fast response, while Yaskawa’s classic white paper explains the four primary methods in clear terms (Variable Frequency Drive Control Methods). These vendor resources, combined with our research synopsis, make mode selection straightforward.
Quick Mode Checklist
Start with load type and speed range. Then confirm torque at minimum speed, speed accuracy needs, and whether the application benefits from regeneration or braking assist. Finally, verify encoder feasibility if closed‑loop performance is required.
Frequency Drive Motor Specifications And Design Considerations
Power and Sizing. Match the drive’s voltage class and continuous output current to the motor nameplate. Because many loads demand short bursts of extra torque, ensure overload capacity (often 150% for 60 s) covers starting and transient events. Moreover, plan margin for ambient temperature and altitude derating. When in doubt, step up one frame for longevity.
Harmonics and the Line Side. VFDs are non‑linear loads. Accordingly, facilities should check voltage distortion at the point of common coupling against IEEE 519 guidance and, if needed, add 3%/5% line reactors, 12/18‑pulse front ends, passive filters, or active front ends. Eaton’s application notes and videos summarize limit tables and practical remedies (voltage/current limit tables PDF). These measures keep upstream distortion low and improve drive immunity to transients.
Motor Compatibility. Standard three‑phase motors run well on modern inverters; nevertheless, inverter‑duty insulation and proper cabling improve reliability. Because PWM edges can stress insulation, long motor leads often warrant dv/dt or sine filters. Furthermore, common‑mode voltages can induce bearing currents; therefore, add shaft‑grounding rings or insulated bearings for larger frames and critical duty. Our research elaborates on these protection tactics and when to apply each. :contentReference[oaicite:3]{index=3}
Benefits And ROI
Right‑sized inverter drive projects routinely deliver double‑digit energy savings. Because fan and pump power scales roughly with the cube of speed, a small speed reduction yields large kW cuts. For example, the U.S. DOE notes that slowing rotating equipment by 20% can slash input power by about 50% (DOE tip sheet). Likewise, program partners report 25–75% savings in high‑turn‑down HVAC systems (Efficiency Vermont overview).
Beyond kWh, you gain process quality and uptime. Soft ramps tame water hammer and belt slap. Moreover, torque limits protect mechanics during jams. Integrated PID can hold pressure or flow without a separate controller. In short, a variable frequency drive motor setup cuts energy, reduces maintenance, and extends motor and gearbox life. Our PDF explains additional benefits, including multi‑motor coordination and DC‑bus energy sharing.
Frequency drive motor projects: fan and pump turndown unlocks the largest energy savings.
Field Results And Example Variable Frequency Drive Motors
HVAC Fan Retrofit (Baseline vs. Outcome). A mid‑rise office upgraded belt‑driven supply and return fans with adjustable frequency drives and pressure‑based PID. Baseline energy use averaged 110 kWh/day per fan at fixed speed. After commissioning, daily use dropped to 68 kWh per fan at equivalent comfort—an observed 38% reduction. Additionally, bearings and belts lasted longer because starts were gentle and speeds matched demand.
Packaging Conveyor (Baseline vs. Outcome). A food line replaced a mechanical gearbox with a variable speed drive using sensorless vector control. Baseline changeovers required manual belt tensioning and frequent clutch service. After the upgrade, torque limits and smooth accel/decel cut jams by 22% month‑over‑month and boosted throughput by 9%. For deeper troubleshooting of common drive faults you might encounter in similar upgrades, see our internal guides on VFD overcurrent faults and classic VFD overvoltage faults.
For those scoping new work, our article on types of variable frequency drives and our VFDs guide summarize architectures, control tradeoffs, and selection tips you can apply before issuing a PO. Additionally, the examples and control overviews in our research PDF align with these field results.
Product Recommendations
When you are ready to buy, start with broad categories and accessories that map to your site’s goals. First, browse our Variable Frequency Drives (all) and, if you already know you need them, go directly to AC Variable Frequency Drives. Next, select compatible motors for your environment and duty cycle. Because power quality matters, add line/load reactors or harmonic filters when your utility or internal standards require lower distortion. Together, these categories cover most frequency drive motor deployments—from small pumps to coordinated multi‑motor lines.
For harmonics and mode selection questions, you can cross‑reference ABB’s DTC overview, the Yaskawa control methods white paper, and the DOE ASD efficiency tip sheet to verify assumptions during design. These resources complement the decision points in our research paper.
Conclusion: Choosing A Frequency Drive Motor
To specify confidently, define the load, select the control mode that meets accuracy and torque needs, and validate the line side and cabling for harmonics and dv/dt. Then, size for thermal headroom and document safety features like STO. Finally, plan for filters, grounding hardware, and preventive maintenance. With these steps—and the product categories above—you can implement a reliable frequency drive motor system that saves energy and raises uptime from day one. Our research compiles these steps with vendor‑grade rigor and practical checklists.
https://www.precision-elec.com/wp-content/uploads/2025/08/frequency-drive-motor-installation-guide.png10241536Craig Chamberlinhttps://www.precision-elec.com/wp-content/uploads/2025/02/Precision-Electric-Logo-TEXT-ONLY-Color-NEW.pngCraig Chamberlin2025-08-23 09:01:002025-08-18 11:47:08Frequency Drive Motor – Practical Guide To Selection And ROI
In modern industry, keeping motors running smoothly, efficiently, and safely is a constant challenge. As a result, more engineers than ever rely on the freq drive to match motor speed to real‑time demand. A freq drive—often called a variable frequency drive (VFD), variable speed drive, adjustable frequency drive or simply AC drive—adjusts both voltage and frequency so the motor only works as hard as the process requires. Because motors account for roughly half of global electricity use, every kilowatt trimmed by a motor translates directly into lower operating costs and lower carbon emissions. Therefore, understanding the fundamentals of freq drives is one of the quickest wins available to any maintenance or energy‑management team.
This article distills the latest manufacturer documentation, engineering standards and peer‑reviewed research into a practical guide. It explains how a freq drive works, why it saves energy, how to sidestep common pitfalls and which products Precision Electric recommends for general‑industrial users. Along the way you will see anonymized case studies showing 20–50 % energy cuts, links to NEMA MG1 and IEEE 519 guidance, and real‑world tips from ABB, Hitachi, Eaton, Lenze and Yaskawa field notes. By the end you will be able to specify, commission and maintain a drive with confidence — and justify the investment with hard numbers.
Most important, each section is structured for mobile viewing in WordPress Gutenberg. That means quick‑scan headings, concise paragraphs and images every few scrolls so your team can pull answers on the plant floor when troubleshooting.
Freq drive panel ready for startup
How A Freq Drive Works
First, let’s recap the inner workings. A freq drive is essentially a three‑stage power converter. Initially the incoming AC line passes through a diode or transistor rectifier that creates DC. Next, DC‑bus capacitors smooth the ripple. Finally, an IGBT‑based inverter chops the DC into a new AC waveform whose frequency and amplitude the microprocessor sets in milliseconds. Because the inverter uses pulse‑width modulation, it can supply any frequency from near zero hertz up to well beyond 60 Hz, giving precise speed and torque control.
Whenever you command 30 Hz, the drive also scales the output voltage to maintain the appropriate volts‑per‑hertz ratio. Consequently the motor develops rated torque across its constant‑torque speed range. Once the drive reaches base frequency, it can continue into the constant‑horsepower region where voltage is fixed and torque falls in inverse proportion to speed. Above roughly 90 Hz most NEMA Design B motors saturate, so you must confirm overspeed limits in the motor data sheet before using that capability.
Because the electronics ramp voltage and frequency together, the motor sees a soft start. Therefore inrush current drops from six times full‑load amperes to roughly one times FLA, which in turn reduces flicker and mechanical shock. Moreover, embedded PID loops let the drive independently regulate pressure, flow or tension without a PLC. These control features make the freq drive more than a glorified starter; it is a digital motor‑speed controller that adds measurable process stability.
Motor Compatibility & Key Standards
Before applying a freq drive you should cross‑check three critical standards. First, NEMA MG1 Part 31 spells out insulation withstand and speed stability for inverter‑duty motors; it recommends at least 1600 V impulse rating to survive the steep dv/dt generated by PWM edges. Second, IEC 61800‑3 covers electromagnetic compatibility so that the drive neither emits nor succumbs to conducted or radiated noise. Third, IEEE 519‑2014 provides current‑ and voltage‑harmonic limits at the point of common coupling, guiding the choice of line reactors, multi‑pulse front ends or active filters.
Matching the right motor is equally important. Modern drives can autotune almost any induction, permanent‑magnet or synchronous‑reluctance motor; however, you still need accurate name‑plate data for voltage, FLA, base speed and power factor. At very low speeds the motor’s fan may not provide enough cooling, so designers either add an auxiliary blower or derate the load profile. Conversely, at high constant‑horsepower speeds the falling torque curve may limit acceleration. Thus, early validation prevents nuisance trips later.
Because cables behave like transmission lines, runs longer than 50 m often demand a dv/dt or sine‑wave filter. Meanwhile shielded tray cable grounded at both ends minimizes common‑mode currents that can etch motor bearings. If you respect these details, the freq drive will likely outlast the geared equipment it powers.
Harmonics, EMC & Power‑Quality VFD Solutions
Despite its benefits, a six‑pulse freq drive draws current in pulses, creating odd‑order harmonics—5th, 7th, 11th, 13th and so on. Without mitigation, total harmonic distortion (THDi) can exceed 80 %. High THDi inflates RMS current, heats transformers, and can trip sensitive equipment. Therefore many utilities insist on meeting IEEE 519 limits of < 5 % voltage THD at the service entrance.
Fortunately, several low‑cost fixes exist. Adding a 3 % line reactor clips peak current and immediately cuts harmonic content by half. Passive tuned filters bring THDi below 15 %. If the project requires near‑unity power factor, an 18‑pulse or active‑front‑end (AFE) freq drive can push THDi below 3 % while even returning regenerative energy to the grid.
Because each site differs, Precision Electric performs a short‑circuit‑ratio calculation and then models the harmonic spectrum before recommending a solution. That proactive step prevents expensive re‑work and keeps you compliant from day one.
In addition, you should separate control‑level power supplies from the drive’s input cables and earth both ends of the armor. When space is tight, an onboard EMC filter—standard in many Hitachi SJ‑P1 and Yaskawa GA800 models—saves panel real estate while satisfying CE markings. If you retrofit an older motor that lacks inverter‑grade insulation, a sine‑wave filter both reduces dv/dt and serves as an extra harmonic choke.
Inline filter drops THDi below 5 %
Real‑World Freq Drive Case Studies
Evidence trumps theory, so consider three field examples. In a Midwestern water plant the raw‑water pump originally throttled flow through a butterfly valve. After installing a 75 HP GA500 freq drive the pump ran at 42 Hz during average demand, slashing energy use by 38 % and eliminating water hammer. The project pay‑back, thanks to an energy‑efficiency rebate, was 11 months.
Likewise, a sugar‑mill boiler upgraded two 400 HP induced‑draft fans from damper control to Eaton DG1 freq drives with line reactors. Power meters showed a 47 % drop in kW at half load, and the maintenance manager noted that damper linkages lasted much longer once the mechanical abuse was gone.
Finally, a desert HVAC retrofit compared a conventional on/off scroll compressor to a Lenze SMV adjustable frequency drive compressor. Monthly energy bills fell by 22–65 % depending on the season, while indoor temperature swing narrowed to ±0.3 °C. Although each story differs, they all confirm that speed control beats throttling, bypassing or short‑cycling in nearly every variable‑load application.
If you want deeper data, our cornerstone guide on VFDs for pumps walks through affinity‑law calculations and measurement methods.
Because utilities increasingly tie rebate dollars to verified savings, Precision Electric now packages temporary data loggers with every rental freq drive. Therefore you can capture before‑and‑after kW and prove ROI to financial stakeholders without extra site visits.
Speed control delivers 40 %+ kWh savings
Product Recommendations & Brand Highlights
When it comes to choosing hardware, Precision Electric favors vendor families that balance reliability, support and price. For general‑purpose motors up to 30 HP we often specify the Yaskawa GA500 because it ships with built‑in EMC filters and quick autotune features. Large constant‑torque loads, such as extruders or hoists, benefit from the regenerative capability and 150 % 60‑second overload of the ABB ACS880 series.
If panel depth is limited, the compact Lenze SMV adjustable speed drive slots neatly into a NEMA 4X enclosure. Meanwhile Eaton’s DG1 industrial drive integrates harmonic‑mitigating DC‑link chokes, making it a convenient drop‑in where power‑quality specs are tight. Finally, Hitachi’s SJ‑P1 inverter drive includes Safe‑Torque‑Off (STO) up to SIL3, removing the need for an external safety contactor.
For deeper brand comparisons see our cornerstone articles on ABB drives and Eaton industrial VFDs. Those guides drill into firmware tools, network cards and stock availability so you can shortlist options in minutes.
Regardless of brand, remember to size drives by current, not horsepower. A 50 HP pump running at high altitude or high ambient can draw more than name‑plate amps, so selecting the next frame size up preserves thermal head‑room and extends capacitor life. Precision Electric’s online selector can filter by overload class, STO rating and enclosure—just start with any of the product links above and use the attribute sidebar.
Popular drive families stocked by Precision Electric
VFD Selection, Programming & Start‑Up Tips
Next, let’s translate theory into action. Start by confirming the application duty cycle. If the load sees intermittent 150 % torque spikes, select the Heavy‑Duty rating on the data sheet. For pumps and fans the Normal‑Duty rating is usually fine. Our step‑by‑step VFD programming guide walks through each parameter in less than ten minutes.
During commissioning always run the manufacturer’s autotune. Doing so lets the control board measure stator resistance and magnetic flux, which in turn tightens speed regulation. If autotune fails, double‑check motor wiring phases and remove mechanical couplings so the shaft can spin freely. Our article on drive autotune covers the procedure together with common error codes.
Then, verify start/stop via the intended control source. Ninety percent of support calls trace back to a missing permissive or an open digital input. Therefore we created a fast checklist—see why a VFD won’t start—which you can bookmark on your phone.
Finally, document baseline amps, kW and key parameter files. Store a copy in the drive’s keypad (most vendors provide memory‑clone) and another copy in your CMMS. That discipline makes future drive swaps almost painless.
Because modern freq drives store trend logs and fault history, export those files monthly. Trend data often reveals bearing wear or supply imbalance days before a trip occurs, enabling planned maintenance rather than fire‑fighting.
Maintenance & Lifecycle Best Practices
Although electronics are largely maintenance‑free, a few proactive steps will add years of service life. Every quarter, isolate power, remove the cover and blow out dust using dry air. Next, inspect cooling fans; replace any that wobble or squeal because a stalled fan can raise internal temperature 10 °C and halve capacitor life.
Review the drive’s capacitor‑health counter at least annually. If the estimate drops below 20 %, schedule replacement during the next shutdown. Similarly, check event logs for under‑voltage trips; repeated brownouts may justify a line‑side surge protector or UPS.
Firmware also ages. Manufacturers such as Yaskawa and ABB issue periodic updates that patch bugs and add fieldbus options. Consequently, keeping firmware current reduces downtime and simplifies network migrations.
For critical assets, keep a spare control board or an entire drive on the shelf. Because component lead times now exceed 20 weeks in some regions, that spare can pay for itself the first time a production line goes dark.
Additionally, schedule infrared scans of drive cabinets during full load. Any connection more than 10 °C hotter than its neighbours indicates a loose lug. Tightening that lug now prevents arcing faults later.
Popular drive families stocked by Precision Electric
Conclusion
In short, a properly selected and commissioned freq drive slashes energy, stabilises processes and extends equipment life. Because modern models bundle EMC filters, safety functions and cloud diagnostics, they deliver these gains with fewer external components than ever before. Follow the standards, heed the best practices above and partner with Precision Electric to choose the right unit—then watch your efficiency curve bend in the right direction.
The High Cost of Electronic Failure and the Case for Repair
In industrial settings, the failure of a single Printed Circuit Board (PCB) within a Variable Frequency Drive (VFD) can trigger a catastrophic chain of events. Unscheduled downtime brings production to an immediate halt, consequently leading to significant revenue loss and missed deadlines. Beyond the financial impact, troubleshooting complex electronic failures under pressure can introduce safety risks if proper Lockout/Tagout (LOTO) procedures are rushed. For these reasons, having a reliable strategy for industrial pcb repair is not just a maintenance task but a critical component of operational stability and risk management.
When a critical electronic board fails, the immediate reaction is often to source a replacement from the Original Equipment Manufacturer (OEM). However, this path can be prohibitively expensive and fraught with long lead times, especially for older or specialized equipment from manufacturers like Yaskawa or Lenze. A more strategic and cost-effective alternative is professional circuit board repair. For instance, multiple studies and industry reports confirm that repairing a faulty PCB can save facilities 50% or more compared to the cost of purchasing new. According to Matric, a reputable aftermarket provider can often restore boards to like-new condition for a fraction of the replacement cost, a finding supported by research from MDPI: Energies Journal.
The case for repair extends beyond immediate cost savings. Opting for electronic board repair services significantly shortens turnaround times, thereby minimizing costly rig downtime, as highlighted in a case study by ABB ACS800 Drive Repair. In addition, this approach is a cornerstone of sustainable industrial practice, as it extends the lifecycle of valuable assets and prevents functional electronics from becoming e-waste. Repairing legacy systems also sidesteps the complex and costly integration challenges that can arise from installing newer hardware. Ultimately, developing a partnership with a skilled PCB repair service provides a resilient, economical, and environmentally conscious solution to managing critical electronic assets.
When to Choose PCB Repair Services Over Replacement
Deciding between professional PCB repair services and purchasing a new board is a critical decision driven by several factors, including cost, equipment age, and availability. For instance, a simple replacement for a failed Variable Frequency Drive (VFD) board might seem quick. However, it is not always the most efficient or cost-effective solution. You must evaluate the total cost of ownership, lead times for parts, and the complexities of integrating a new board into an existing system. Often, a strategic repair can extend the life of valuable assets without the high capital expenditure of a full replacement.
The most compelling argument for repair is often financial. According to studies cited by Matric Blog, repairing a circuit board can cost less than half the price of buying a new one. This holds true for legacy systems where the OEM no longer produces the part. In these cases, electronic board repair becomes the only viable option. Furthermore, many failures stem from components with a known finite lifespan, like electrolytic capacitors, which are straightforward for a skilled technician to replace. As noted by research in MDPI Sustainability, targeting these common-fail components is a cornerstone of effective refurbishment.
Beyond the immediate cost, opting for a brand-new board introduces risks that are often overlooked. A new PCB, even from the OEM, might be a different hardware revision that creates unforeseen integration challenges. A technical guide from Precision-Elec, for instance, highlights potential issues like firmware mismatches. In contrast, repairing the original unit preserves its exact firmware and operational parameters. This practice ensures a smoother, more reliable return to service, making circuit board repair a strategically sound choice for maintaining system stability.
The Critical Steps in a Professional Circuit Board Repair Process
The failure of a single printed circuit board can halt an entire production line. Professional pcb repair services are a cost-effective solution to minimize downtime and prevent expensive replacement.
A professional circuit board repair begins not with a soldering iron, but with a thorough evaluation and cleaning process. First, technicians perform a detailed visual inspection under magnification to identify obvious defects like burned components, cracked solder joints, or physical damage, a process detailed by sources like EMS Global, Inc. PCB Repairs. Subsequently, the board is meticulously cleaned to remove contaminants that could obscure issues or cause short circuits. All work is conducted in an ESD-safe environment to prevent electrostatic discharge from damaging sensitive microelectronics. This initial assessment is foundational for creating an effective repair strategy and providing an accurate quote.
Following the initial inspection, the core of the electronics diagnostics begins, often without powering the board. Technicians use tools like digital multimeters and oscilloscopes for in-circuit testing to check for shorts, opens, and values of individual components against specifications found in schematics or datasheets. According to a guide from Precision Electric, this can pinpoint underlying issues like failing capacitors. If necessary, static or dynamic tests are performed with power applied in a controlled manner to analyze the circuit’s behavior and isolate the root cause of the failure. This systematic pcb troubleshooting is what separates professional services from simple component swapping.
Once the faulty components are identified, technicians perform the actual pcb rework services. This involves carefully desoldering the failed parts and replacing them using high-reliability soldering techniques that adhere to IPC-7711/7721 standards for quality, as noted by MCLPCB Blog: IPC Standards for PCBs. After the repair, the board is tested again to confirm the immediate issue is resolved. The final, most critical step is comprehensive functional and load testing. As described in a case study by RG Elektronika Case Study, the board is installed in a test fixture or the actual equipment to ensure it performs correctly under real-world operating conditions before being returned to service.
How to Evaluate Professional PCB Repair Services
Selecting the right professional pcb repair services is a critical decision that directly impacts operational uptime and equipment longevity. When evaluating potential vendors, it is essential to look beyond the quoted price and assess their technical expertise, diagnostic capabilities, and the quality of components they use. A competent provider will have a proven track record of successful circuit board repair for industrial equipment, including complex systems like VFDs from manufacturers such as Allen-Bradley, Siemens, and Yaskawa. Consequently, a thorough vetting process ensures that you partner with a service capable of restoring your electronics to OEM specifications and preventing recurring failures.
A primary indicator of a reputable service is their adherence to recognized industry standards. For instance, look for certifications like ISO 9001 for quality management systems and, more specifically, technician certification to IPC-7711/7721 standards for electronics rework and repair. According to RenoTechnology PCB Repair Industry Growth, adherence to these standards ensures the provider meets the highest quality and safety benchmarks. This level of certification demonstrates a commitment to proper techniques, from component replacement to soldering, which is crucial for the reliability of the repaired board. Therefore, always verify a provider’s credentials before entrusting them with critical assets.
Beyond technical qualifications, logistical considerations such as warranty, turnaround time, and technical support are vital. A solid warranty not only provides peace of mind but also reflects the provider’s confidence in their work. In addition, transparent communication and access to technical support can be invaluable during the re-installation and testing phases. As highlighted in case studies, a successful repair partnership can save thousands in replacement costs and downtime, underscoring the importance of a holistic evaluation. Choosing a partner like those discussed by PCB Repair vs. E-Wasting Costs and PSI Repair Services Case Studies ultimately leads to extended equipment lifecycle and significant savings.
Common Failures and Our Approach to Electronic Board Repair
When industrial equipment fails, the root cause is often a faulty Printed Circuit Board. Our professional approach to electronic board repair begins with understanding the most frequent failure modes, which typically fall into three categories: component degradation, physical damage, and circuit path failures. Consequently, accurately identifying the specific issue is the first critical step toward a successful and lasting resolution. This initial electronics diagnostics phase dictates the entire workflow, ensuring that repairs are both efficient and effective without resorting to guesswork.
Choosing professional pcb repair services can extend the life of your equipment and significantly reduce costs compared to a full replacement.
Component failure is perhaps the most common issue we encounter. For instance, electrolytic capacitors have a finite lifespan and are a prime suspect in many VFD failures, a fact well-documented in research highlighted by MDPI Sustainability. In a similar vein, other parts like power transistors (IGBTs), diodes, and integrated circuits can fail due to electrical overstress, heat, or simple aging. Our pcb rework services involve precisely identifying and replacing these failed components with high-quality parts that meet or exceed OEM specifications.
PCB Repair: Diagnosing & Fixing Root Causes
Beyond individual components, PCBs often suffer from environmental and physical stress. A thorough visual inspection frequently reveals problems such as corroded solder joints from moisture, heat discoloration on the board, or even cracked traces from excessive vibration. As seen in repair case studies from ABB ACS800 Drive Repair, these physical symptoms point to underlying operational issues. Therefore, our pcb troubleshooting process not only fixes the fault but also investigates the root cause, such as poor cabinet ventilation, to prevent a recurrence.
Our comprehensive diagnostic process combines meticulous visual inspection with advanced techniques like in-circuit testing to isolate faults accurately. After replacing components and repairing any board damage, we conduct rigorous functionality tests. In other words, a repair is only considered complete after the board is fully tested under a simulated load to ensure it performs flawlessly. According to best practices shared by RG Elektronika Case Study, this final validation is essential for guaranteeing reliability upon return to service.
Advanced PCB Troubleshooting and Diagnostic Techniques
Effective electronics diagnostics are the cornerstone of high-quality pcb repair services, moving beyond simple component swapping to identify the root cause of a failure. Before any power is applied, a thorough visual inspection is the first step in pcb troubleshooting, often revealing obvious defects such as burnt components, bulging capacitors, or corroded solder joints. For instance, technicians frequently spot issues like heat discoloration on PCBs, which points directly to overheating components. This initial assessment helps create a targeted strategy for the subsequent, more detailed electronic board repair, ensuring that time is not wasted on unnecessary procedures and that safety protocols like Lockout/Tagout (LOTO) are observed from the outset.
Following the visual check, technicians proceed with static and dynamic testing. This phase involves using specialized equipment like oscilloscopes, multimeters, and function generators to analyze the board’s behavior without applying full operational power. For example, a simple but critical check is verifying terminal connections, as loose connections are a frequent culprit in drive electronics. In many cases, technicians must reverse-engineer circuits when OEM schematics are unavailable. Consequently, these advanced diagnostic steps are essential for accurately pinpointing faults in complex multi-layered boards from manufacturers like Siemens or Allen-Bradley.
Ultimately, the goal is to validate the repair under realistic conditions. After replacing faulty components and performing necessary pcb rework services, the board undergoes rigorous functional testing. This often involves connecting the PCB to a corresponding VFD or motor to simulate a live operational environment. As noted in repair case studies, comprehensive functionality tests are performed until the unit produces the expected output, such as correct motor torque, with no error codes. Furthermore, firmware is checked and updated if necessary. This final validation ensures the repaired board not only functions correctly but is also reliable long-term, meeting stringent industry standards like IPC-7711/7721.
Partnering for Long-term Equipment Reliability and Uptime
Ultimately, selecting professional electronic board repair is a strategic decision that extends far beyond a simple component fix. It represents a commitment to maximizing the lifecycle of critical assets like VFDs and ensuring operational continuity. Instead of defaulting to costly replacements from the OEM, a partnership with a skilled repair service offers a more sustainable and economical path forward. In fact, studies referenced by Matric Blog show that repairs can save 50% or more on equipment costs, a significant financial advantage. Consequently, this approach not only reduces capital expenditures but also significantly minimizes unplanned downtime.
By choosing a certified partner for pcb repair services, you gain more than just a vendor; you gain an extension of your maintenance team. This collaborative relationship provides invaluable access to specialized electronics diagnostics and proactive failure analysis, helping to prevent future issues. For instance, the insights gained from a complex drive repair, like those detailed in case studies from ICS-TX ABB Drive Repair Case Study, can directly inform and improve your preventive maintenance strategies. Therefore, investing in a provider that adheres to high standards like ISO 9001 and IPC-7711/7721 is an investment in long-term reliability and, as noted by PSI Repair Services Case Studies, a proven way to save money.