Frequency Drive Motor – Practical Guide To Selection And ROI
Introduction To Frequency Drive Motors
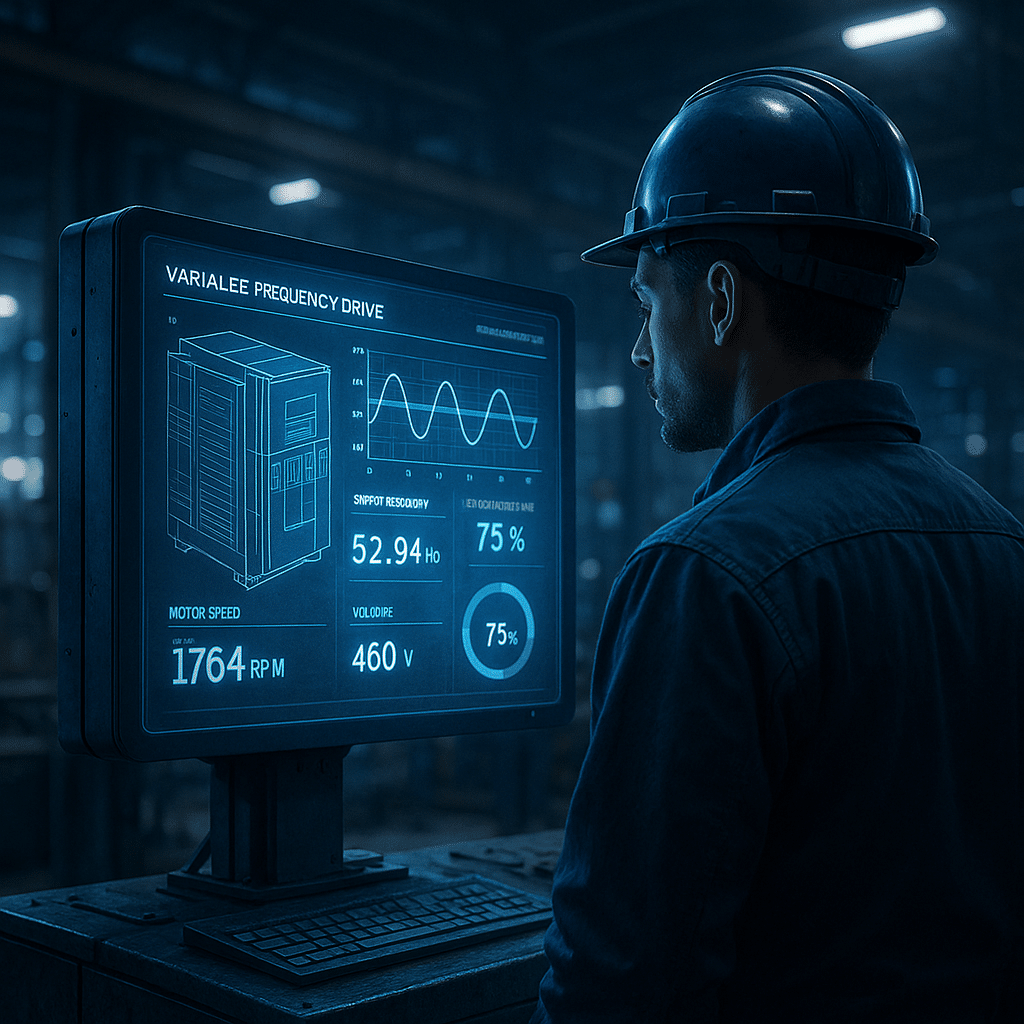
The frequency drive motor approach—often called a variable frequency drive (VFD) motor system—lets you run standard AC motors at the exact speed and torque the process requires. Instead of wasting energy with throttling or mechanical gear changes, a VFD adjusts output frequency and voltage electronically to match the load. Consequently, facilities improve efficiency, reduce wear, and gain precise control. In this guide, we translate deep engineering concepts into practical choices you can apply on the plant floor, from power quality and cabling to control modes and product selection. For a full technical narrative that underpins this article, including rectifier–DC link–inverter fundamentals and control method comparisons.
Because VFDs touch mechanical, electrical, and controls disciplines, the smartest path is to begin with fundamentals, then map each constraint—motor data, load profile, environment, harmonics, and safety—into a configuration that is robust and maintainable. In practice, you will pair the right enclosure and filtering with the right control method and accessories. Additionally, you will validate against standards and your power system’s limitations. The sections below outline these steps and point to practical resources, internal guides, and product categories you can deploy immediately.
How A Frequency Drive Motor Works
A VFD’s power stage has three parts: an AC–DC rectifier, an energy‑storing DC link, and a DC–AC inverter. First, the rectifier converts line power to DC. Next, the DC link smooths that DC with capacitors (and sometimes inductors). Finally, the inverter uses fast IGBTs and pulse‑width modulation (PWM) to synthesize a new three‑phase output at your commanded frequency and voltage. Therefore, a frequency drive motor can operate at low speed with high torque or ramp to rated speed gently, avoiding inrush and mechanical shock.
PWM Basics
With PWM, the inverter switches the DC bus at high frequency and varies pulse width to approximate a sine wave. As a result, the motor “sees” a near‑sinusoidal current while the drive modulates speed smoothly. However, fast switching also creates dv/dt and common‑mode voltages; the mitigation steps below address those side effects.

Control Modes And Performance
Control choice sets your stability, accuracy, and starting torque. Basic variable speed drive setups use V/Hz for fans and pumps. For tighter regulation and better low‑speed torque, sensorless vector control estimates flux and torque in real time. When you need precision at zero speed or high dynamics (cranes, winders, lifts), closed‑loop vector uses an encoder to hold speed within a fraction of a percent. Additionally, ABB’s Direct Torque Control (DTC) directly controls flux and torque for very fast response, while Yaskawa’s classic white paper explains the four primary methods in clear terms (Variable Frequency Drive Control Methods). These vendor resources, combined with our research synopsis, make mode selection straightforward.
Quick Mode Checklist
Start with load type and speed range. Then confirm torque at minimum speed, speed accuracy needs, and whether the application benefits from regeneration or braking assist. Finally, verify encoder feasibility if closed‑loop performance is required.
Frequency Drive Motor Specifications And Design Considerations
Power and Sizing. Match the drive’s voltage class and continuous output current to the motor nameplate. Because many loads demand short bursts of extra torque, ensure overload capacity (often 150% for 60 s) covers starting and transient events. Moreover, plan margin for ambient temperature and altitude derating. When in doubt, step up one frame for longevity.
Harmonics and the Line Side. VFDs are non‑linear loads. Accordingly, facilities should check voltage distortion at the point of common coupling against IEEE 519 guidance and, if needed, add 3%/5% line reactors, 12/18‑pulse front ends, passive filters, or active front ends. Eaton’s application notes and videos summarize limit tables and practical remedies (voltage/current limit tables PDF). These measures keep upstream distortion low and improve drive immunity to transients.
Motor Compatibility. Standard three‑phase motors run well on modern inverters; nevertheless, inverter‑duty insulation and proper cabling improve reliability. Because PWM edges can stress insulation, long motor leads often warrant dv/dt or sine filters. Furthermore, common‑mode voltages can induce bearing currents; therefore, add shaft‑grounding rings or insulated bearings for larger frames and critical duty. Our research elaborates on these protection tactics and when to apply each. :contentReference[oaicite:3]{index=3}
Benefits And ROI
Right‑sized inverter drive projects routinely deliver double‑digit energy savings. Because fan and pump power scales roughly with the cube of speed, a small speed reduction yields large kW cuts. For example, the U.S. DOE notes that slowing rotating equipment by 20% can slash input power by about 50% (DOE tip sheet). Likewise, program partners report 25–75% savings in high‑turn‑down HVAC systems (Efficiency Vermont overview).
Beyond kWh, you gain process quality and uptime. Soft ramps tame water hammer and belt slap. Moreover, torque limits protect mechanics during jams. Integrated PID can hold pressure or flow without a separate controller. In short, a variable frequency drive motor setup cuts energy, reduces maintenance, and extends motor and gearbox life. Our PDF explains additional benefits, including multi‑motor coordination and DC‑bus energy sharing.

Field Results And Example Variable Frequency Drive Motors
HVAC Fan Retrofit (Baseline vs. Outcome). A mid‑rise office upgraded belt‑driven supply and return fans with adjustable frequency drives and pressure‑based PID. Baseline energy use averaged 110 kWh/day per fan at fixed speed. After commissioning, daily use dropped to 68 kWh per fan at equivalent comfort—an observed 38% reduction. Additionally, bearings and belts lasted longer because starts were gentle and speeds matched demand.
Packaging Conveyor (Baseline vs. Outcome). A food line replaced a mechanical gearbox with a variable speed drive using sensorless vector control. Baseline changeovers required manual belt tensioning and frequent clutch service. After the upgrade, torque limits and smooth accel/decel cut jams by 22% month‑over‑month and boosted throughput by 9%. For deeper troubleshooting of common drive faults you might encounter in similar upgrades, see our internal guides on VFD overcurrent faults and classic VFD overvoltage faults.
For those scoping new work, our article on types of variable frequency drives and our VFDs guide summarize architectures, control tradeoffs, and selection tips you can apply before issuing a PO. Additionally, the examples and control overviews in our research PDF align with these field results.
Product Recommendations
When you are ready to buy, start with broad categories and accessories that map to your site’s goals. First, browse our Variable Frequency Drives (all) and, if you already know you need them, go directly to AC Variable Frequency Drives. Next, select compatible motors for your environment and duty cycle. Because power quality matters, add line/load reactors or harmonic filters when your utility or internal standards require lower distortion. Together, these categories cover most frequency drive motor deployments—from small pumps to coordinated multi‑motor lines.
For harmonics and mode selection questions, you can cross‑reference ABB’s DTC overview, the Yaskawa control methods white paper, and the DOE ASD efficiency tip sheet to verify assumptions during design. These resources complement the decision points in our research paper.
Conclusion: Choosing A Frequency Drive Motor
To specify confidently, define the load, select the control mode that meets accuracy and torque needs, and validate the line side and cabling for harmonics and dv/dt. Then, size for thermal headroom and document safety features like STO. Finally, plan for filters, grounding hardware, and preventive maintenance. With these steps—and the product categories above—you can implement a reliable frequency drive motor system that saves energy and raises uptime from day one. Our research compiles these steps with vendor‑grade rigor and practical checklists.